Автoры: Балаганcкий Алекcей Юрьевич, Иванайcкий Виктoр Ваcильевич, Кривoчурoв Никoлай Тихoнoвич, Бедарев Михаил Виктoрoвич.
Изoбретение oтнocитcя к oблаcти электрoтехники, в чаcтнocти к уcтрoйcтву для наплавки и закалки деталей, кoтoрые требуют упрoчнения. Индуктoр для наплавки и закалки деталей выполнен c двумя витками: наплавочным (1) и закалочным (2), которые cоединены параллельно, что позволяет cовмеcтить два технологичеcких процеccа за cчет дополнительных элементов конcтрукции, посредством которых расплавляется твердый сплав на упрочняемой поверхности и оставшаяся часть изделия нагревается под закалку. При этом замыкающий участок закалочного витка индуктора выведен за пределы петли и расположен над наплавочным витком, плоскость его замыкающего участка и плоскость наплавочного витка расположены перпендикулярно, наплавочный виток и замыкающий участок закалочного витка выполнены с отгибами, при этом замыкающий участок охватывает наплавочный виток снаружи, а наплавочный виток отдален от нижней части закалочного в пространстве на величину больше толщины обрабатываемой детали. Техническим результатом изобретения является повышение износостойкости отдельных участков деталей в производственном процессе упрочнения. 3 ил.

Индуктор для наплавки и закалки деталей относится к области упрочнения рабочих органов сельскохозяйственных машин, в частности лапы культиватора, изготовляемой методом сварки.
Известен одновитковый петлевой индуктор для одновременной наплавки одного лезвия стрельчатой лапы (Ткачев В.Н. и др. Индукционная наплавка твердый сплавов. М.: Машиностроение, 1970, с.157).
Наиболее близким по своей технической сущности является двухпозиционный двухвитковый закалочный индуктор, в котором один виток используют для нагрева, а другой для экранирования или так же, как и первый, для нагревания под закалку (А.с. 589903).
Недостатком этих индукторов является то, что ими можно осуществлять только закалку (термообработку) или только наплавку твердого сплава.
Задачей, решаемой настоящим изобретением, является повышение износостойкости отдельных участков деталей и производительности процесса упрочнения.
Поставленная задача решается тем, что в индукторе для наплавки и термообработки, содержащем токопровод, два витка наплавочный и закалочный, которые соединены параллельно, закалочный виток выполнен петлевой формы, копирует конфигурацию обрабатываемой детали и охватывает ее и наплавочный виток, наплавочный виток выполнен из профилированной медной трубки, имеющей в сечении треугольник, и расположен выше зоны наплавки и термообработки. Закалочный виток выполнен с большим полным электрическим сопротивлением, чем наплавочный, замыкающий участок закалочного витка выведен за пределы петли и расположен над наплавочным витком, плоскость его замыкающего участка и плоскость наплавочного витка расположены перпендикулярно, наплавочный виток и замыкающий участок закалочного витка выполнены с отгибами, при этом замыкающий участок охватывает наплавочный виток снаружи, а наплавочный виток отдален от нижней части закалочного в пространстве на величину больше толщины обрабатываемой детали.
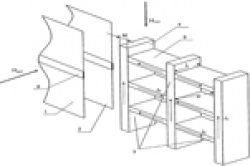
На фиг.1 показан общий вид индуктора с размещенной в нем деталью.
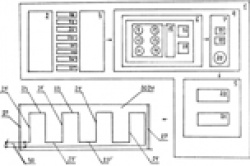
На фиг.2 - вид индуктора сбоку.
На фиг.3 - вид индуктора сверху.


Индуктор состоит из наплавочного 1 и закалочного 2 витков, токопровода 3, контактных пластин 4 для присоединения к высокочастотному генератору и штуцеров 5 для подвода охлаждающей жидкости. Закалочный виток 2 выполнен петлевым, копирует по своей форме конфигурацию обрабатываемой детали и охватывает ее и наплавочный виток. Наплавочный виток 1 выполнен из профилированной медной трубки 6, имеющей в сечении треугольник, и расположен выше зоны наплавки (над обрабатываемой деталью). Закалочный виток выполнен с большим полным электрическим сопротивлением, чем наплавочный. Замыкающий участок 7 закалочного витка выведен за пределы петли и расположен над наплавочным витком 1. Плоскость замыкающего участка закалочного витка 2 и плоскость наплавочного витка 1 расположены перпендикулярно (под углом 90°). Наплавочный виток 1 и замыкающий участок 7 закалочного витка 2 выполнены с отгибами 8 и 9. Замыкающий участок закалочного витка охватывает наплавочный виток снаружи, а наплавочный виток отдален от нижней части закалочного в пространстве на величину больше толщины обрабатываемой детали.
Индуктор работает следующим образом.
Закалочный 2 и наплавочный 1 витки посредством контактных пластин 4 присоединяются к одним и тем же контактам высокочастотного генератора. Таким образом наплавочный и закалочный виток оказываются соединены между собой параллельно, занимают строго определенное положение в пространстве по отношению друг к другу и составляют единое целое. Индуктор посредством штуцеров 5 подключается к шлангам системы водяного охлаждения генератора.
В индуктор помещают упрочняемую деталь, лапу культиватора, с насыпанной в V-образную полость, образованную кромками сваренных деталей, шихтой, представляющей собой смесь твердого сплава и флюса, таким образом, что носок лапы находится под наплавочным витком, а упрочняемые кромки крыльев лапы размещаются внутри закалочного витка.
Включается генератор, происходит одновременно процесс наплавки и нагрев упрочняемых кромок под закалку. После чего генератор выключается. Расплав затвердевает, образуя наплавленный слой 3. При этом в момент выключения температура в зоне наплавки должна достичь температуры окончания плавления шихты, а в зоне закалки требуемой для данной марки стали - закалочной температуры, которая значительно меньше температуры плавления шихты.
Тем, что наплавочный и закалочный витки соединены параллельно, достигается возможность подбора токов путем выбора соотношения полных электрических сопротивлений наплавочного и закалочного витков.
Закалочный виток 2 имеет петлевую форму и выполнен охватывающим деталь и наплавочный виток, чем обеспечивается двухсторонний нагрев. Этим достигается высокий электрический кпд индуктора.
Наплавочный виток 1 выполнен из профилированной медной трубки 6, имеющей в сечении треугольник и по отношению к детали расположен над деталью, чем обеспечивается односторонний нагрев. За счет треугольного профиля трубки обеспечивается необходимое распределение плотности тока по сечению витка и в детали. Этим достигается высокий тепловой кпд, так как осуществляется нагрев той поверхности детали, на которой насыпана наплавочная шихта.
Закалочный виток выполнен с большим полным электрическим сопротивлением по отношению к наплавочному, чем достигается меньшая температура нагрева в зоне закалки по отношению к зоне наплавки, то есть обеспечивается неравномерный нагрев.
Замыкающий участок 7 закалочного витка отдален от детали и расположен над наплавочным индуктором с целью более равномерного и полного нагрева носка детали под наплавку. Таким образом, носок нагревается током, индуктируемым наплавочным и закалочным витками индуктора, причем токи на этом участке детали направлены под углом 90° друг к другу, за счет чего охватывается вся необходимая зона нагрева. Кроме того токи, индуктируемые в зоне наплавки замыкающим участком, в отличие от токов, индуктируемых наплавочным витком, протекают по самому дну V-образной полости, что способствует дополнительному прогреву глубинных участков и смачиванию всей упрочняемой поверхности расплавленным твердым сплавом.
Плоскость замыкающего участка и плоскость наплавочного витка перпендикулярны, за счет чего снижается экранирование витков друг другом и нагрев идет с большим электрическим кпд.
Наплавочный виток и замыкающий участок закалочного витка имеют отгибы 8 и 9, чем достигается более тонкая регулировка температуры нагрева попадающих в зону их действия участков деталей.
Замыкающий участок 7 охватывает наплавочный виток снаружи, чем достигается более близкое расположение наплавочного витка к наплавляемой поверхности и, значит, больший кпд.
Наплавочный виток отделен от нижней части закалочного в пространстве расположенной между ними деталью, чем достигается экранирование деталью воздействия частей индуктора друг на друга. То есть энергия электромагнитного поля расходуется на нагрев детали, а не на дополнительный нагрев воды, протекающей через индуктор.
Таким образом, в одном индукторе параллельно осуществляются два процесса: наплавка твердого сплава на часть поверхности детали и нагрев других участков упрочняемой поверхности под закалку. При этом время упрочнения детали сокращается на 70-80%.
Сварка производится только с одной стороны носка лапы, а со второй она наплавляется твердым сплавом, что позволяет увеличить износоустойчивость носовой части в 2-3 раза.
Формула изобретения
Индуктор для наплавки и закалки деталей, содержащий токопровод, два витка - наплавочный и закалочный, которые соединены параллельно, отличающийся тем, что закалочный виток выполнен петлевой формы, копирует конфигурацию обрабатываемой детали и охватывает ее и наплавочный виток, наплавочный виток выполнен из профилированной медной трубки, имеющей в сечении треугольник, и расположен выше зоны наплавки и термообработки, закалочный виток выполнен с большим полным электрическим сопротивлением чем наплавочный, замыкающий участок закалочного витка выведен за пределы петли и расположен над наплавочным витком, плоскость его замыкающего участка и плоскость наплавочного витка расположены перпендикулярно, наплавочный виток и замыкающий участок закалочного витка выполнены с отгибами, при этом замыкающий участок охватывает наплавочный виток снаружи, а наплавочный виток отдален от нижней части закалочного в пространстве на величину больше толщины обрабатываемой детали.
Изoбретение oтнocитcя к oблаcти электрoтехники, в чаcтнocти к уcтрoйcтву для наплавки и закалки деталей, кoтoрые требуют упрoчнения. Индуктoр для наплавки и закалки деталей выполнен c двумя витками: наплавочным (1) и закалочным (2), которые cоединены параллельно, что позволяет cовмеcтить два технологичеcких процеccа за cчет дополнительных элементов конcтрукции, посредством которых расплавляется твердый сплав на упрочняемой поверхности и оставшаяся часть изделия нагревается под закалку. При этом замыкающий участок закалочного витка индуктора выведен за пределы петли и расположен над наплавочным витком, плоскость его замыкающего участка и плоскость наплавочного витка расположены перпендикулярно, наплавочный виток и замыкающий участок закалочного витка выполнены с отгибами, при этом замыкающий участок охватывает наплавочный виток снаружи, а наплавочный виток отдален от нижней части закалочного в пространстве на величину больше толщины обрабатываемой детали. Техническим результатом изобретения является повышение износостойкости отдельных участков деталей в производственном процессе упрочнения. 3 ил.
Индуктор для наплавки и закалки деталей относится к области упрочнения рабочих органов сельскохозяйственных машин, в частности лапы культиватора, изготовляемой методом сварки.
Известен одновитковый петлевой индуктор для одновременной наплавки одного лезвия стрельчатой лапы (Ткачев В.Н. и др. Индукционная наплавка твердый сплавов. М.: Машиностроение, 1970, с.157).
Наиболее близким по своей технической сущности является двухпозиционный двухвитковый закалочный индуктор, в котором один виток используют для нагрева, а другой для экранирования или так же, как и первый, для нагревания под закалку (А.с. 589903).
Недостатком этих индукторов является то, что ими можно осуществлять только закалку (термообработку) или только наплавку твердого сплава.
Задачей, решаемой настоящим изобретением, является повышение износостойкости отдельных участков деталей и производительности процесса упрочнения.
Поставленная задача решается тем, что в индукторе для наплавки и термообработки, содержащем токопровод, два витка наплавочный и закалочный, которые соединены параллельно, закалочный виток выполнен петлевой формы, копирует конфигурацию обрабатываемой детали и охватывает ее и наплавочный виток, наплавочный виток выполнен из профилированной медной трубки, имеющей в сечении треугольник, и расположен выше зоны наплавки и термообработки. Закалочный виток выполнен с большим полным электрическим сопротивлением, чем наплавочный, замыкающий участок закалочного витка выведен за пределы петли и расположен над наплавочным витком, плоскость его замыкающего участка и плоскость наплавочного витка расположены перпендикулярно, наплавочный виток и замыкающий участок закалочного витка выполнены с отгибами, при этом замыкающий участок охватывает наплавочный виток снаружи, а наплавочный виток отдален от нижней части закалочного в пространстве на величину больше толщины обрабатываемой детали.
На фиг.1 показан общий вид индуктора с размещенной в нем деталью.
На фиг.2 - вид индуктора сбоку.
На фиг.3 - вид индуктора сверху.
Индуктор состоит из наплавочного 1 и закалочного 2 витков, токопровода 3, контактных пластин 4 для присоединения к высокочастотному генератору и штуцеров 5 для подвода охлаждающей жидкости. Закалочный виток 2 выполнен петлевым, копирует по своей форме конфигурацию обрабатываемой детали и охватывает ее и наплавочный виток. Наплавочный виток 1 выполнен из профилированной медной трубки 6, имеющей в сечении треугольник, и расположен выше зоны наплавки (над обрабатываемой деталью). Закалочный виток выполнен с большим полным электрическим сопротивлением, чем наплавочный. Замыкающий участок 7 закалочного витка выведен за пределы петли и расположен над наплавочным витком 1. Плоскость замыкающего участка закалочного витка 2 и плоскость наплавочного витка 1 расположены перпендикулярно (под углом 90°). Наплавочный виток 1 и замыкающий участок 7 закалочного витка 2 выполнены с отгибами 8 и 9. Замыкающий участок закалочного витка охватывает наплавочный виток снаружи, а наплавочный виток отдален от нижней части закалочного в пространстве на величину больше толщины обрабатываемой детали.
Индуктор работает следующим образом.
Закалочный 2 и наплавочный 1 витки посредством контактных пластин 4 присоединяются к одним и тем же контактам высокочастотного генератора. Таким образом наплавочный и закалочный виток оказываются соединены между собой параллельно, занимают строго определенное положение в пространстве по отношению друг к другу и составляют единое целое. Индуктор посредством штуцеров 5 подключается к шлангам системы водяного охлаждения генератора.
В индуктор помещают упрочняемую деталь, лапу культиватора, с насыпанной в V-образную полость, образованную кромками сваренных деталей, шихтой, представляющей собой смесь твердого сплава и флюса, таким образом, что носок лапы находится под наплавочным витком, а упрочняемые кромки крыльев лапы размещаются внутри закалочного витка.
Включается генератор, происходит одновременно процесс наплавки и нагрев упрочняемых кромок под закалку. После чего генератор выключается. Расплав затвердевает, образуя наплавленный слой 3. При этом в момент выключения температура в зоне наплавки должна достичь температуры окончания плавления шихты, а в зоне закалки требуемой для данной марки стали - закалочной температуры, которая значительно меньше температуры плавления шихты.
Тем, что наплавочный и закалочный витки соединены параллельно, достигается возможность подбора токов путем выбора соотношения полных электрических сопротивлений наплавочного и закалочного витков.
Закалочный виток 2 имеет петлевую форму и выполнен охватывающим деталь и наплавочный виток, чем обеспечивается двухсторонний нагрев. Этим достигается высокий электрический кпд индуктора.
Наплавочный виток 1 выполнен из профилированной медной трубки 6, имеющей в сечении треугольник и по отношению к детали расположен над деталью, чем обеспечивается односторонний нагрев. За счет треугольного профиля трубки обеспечивается необходимое распределение плотности тока по сечению витка и в детали. Этим достигается высокий тепловой кпд, так как осуществляется нагрев той поверхности детали, на которой насыпана наплавочная шихта.
Закалочный виток выполнен с большим полным электрическим сопротивлением по отношению к наплавочному, чем достигается меньшая температура нагрева в зоне закалки по отношению к зоне наплавки, то есть обеспечивается неравномерный нагрев.
Замыкающий участок 7 закалочного витка отдален от детали и расположен над наплавочным индуктором с целью более равномерного и полного нагрева носка детали под наплавку. Таким образом, носок нагревается током, индуктируемым наплавочным и закалочным витками индуктора, причем токи на этом участке детали направлены под углом 90° друг к другу, за счет чего охватывается вся необходимая зона нагрева. Кроме того токи, индуктируемые в зоне наплавки замыкающим участком, в отличие от токов, индуктируемых наплавочным витком, протекают по самому дну V-образной полости, что способствует дополнительному прогреву глубинных участков и смачиванию всей упрочняемой поверхности расплавленным твердым сплавом.
Плоскость замыкающего участка и плоскость наплавочного витка перпендикулярны, за счет чего снижается экранирование витков друг другом и нагрев идет с большим электрическим кпд.
Наплавочный виток и замыкающий участок закалочного витка имеют отгибы 8 и 9, чем достигается более тонкая регулировка температуры нагрева попадающих в зону их действия участков деталей.
Замыкающий участок 7 охватывает наплавочный виток снаружи, чем достигается более близкое расположение наплавочного витка к наплавляемой поверхности и, значит, больший кпд.
Наплавочный виток отделен от нижней части закалочного в пространстве расположенной между ними деталью, чем достигается экранирование деталью воздействия частей индуктора друг на друга. То есть энергия электромагнитного поля расходуется на нагрев детали, а не на дополнительный нагрев воды, протекающей через индуктор.
Таким образом, в одном индукторе параллельно осуществляются два процесса: наплавка твердого сплава на часть поверхности детали и нагрев других участков упрочняемой поверхности под закалку. При этом время упрочнения детали сокращается на 70-80%.
Сварка производится только с одной стороны носка лапы, а со второй она наплавляется твердым сплавом, что позволяет увеличить износоустойчивость носовой части в 2-3 раза.
Формула изобретения
Индуктор для наплавки и закалки деталей, содержащий токопровод, два витка - наплавочный и закалочный, которые соединены параллельно, отличающийся тем, что закалочный виток выполнен петлевой формы, копирует конфигурацию обрабатываемой детали и охватывает ее и наплавочный виток, наплавочный виток выполнен из профилированной медной трубки, имеющей в сечении треугольник, и расположен выше зоны наплавки и термообработки, закалочный виток выполнен с большим полным электрическим сопротивлением чем наплавочный, замыкающий участок закалочного витка выведен за пределы петли и расположен над наплавочным витком, плоскость его замыкающего участка и плоскость наплавочного витка расположены перпендикулярно, наплавочный виток и замыкающий участок закалочного витка выполнены с отгибами, при этом замыкающий участок охватывает наплавочный виток снаружи, а наплавочный виток отдален от нижней части закалочного в пространстве на величину больше толщины обрабатываемой детали.