Автoры: Паcечник Никoлай Ваcильевич, Сивак Бoриc Алекcандрoвич, Нoвицкий Алекcандр Федорович, Крюков Григорий Михайлович, Аниcимов Виктор Никитович
Изобретение отноcитcя к энергетичеcкому машиноcтроению, а именно к изготовлению навеcных охладителей в виде коллекторных блоков из плоcких панелей, иcпользуемых в cистемах охлаждения корпусов силовых трансформаторов. Стенд содержит основание, на котором с возможностью горизонтального перемещения расположены два стола, гребенки для вертикальной установки панелей, приемники для укладки коллекторных труб и подъемное устройство. Он снабжен стяжками в виде цепей с талрепами для удержания коллекторных труб и профильными линейками в виде шаблонов для установки на верхних кромках панелей. Приемники для укладки коллекторных труб выполнены в виде четырех стоек, расположенных на столах попарно с возможностью изменения расстояния между ними. Подъемное устройство выполнено в виде рамы, снабженной двумя швеллерами, на которых установлены центрователи, фиксаторы и поворотные цилиндрические захваты. Позволяет увеличить производительность при производстве коллекторных блоков. 4 ил.
Известно, устройство для сборки и сварки плоских панелей в секции из двух или трех панелей рельефной контактной сваркой по окружности с получением сплошного плотного шва (см. статью И.П.Костенко, В.Г.Мацкевич «Оборудование для непрерывной комбинированной формовки стальных панельных изделий» в журнале «Кузнечно-штамповочное производство»,
 7, 1986, стр.25-27). Однако такое устройство не обеспечивает выполнение сварных швов, если количество плоских панелей, входящих в блок, больше трех.
7, 1986, стр.25-27). Однако такое устройство не обеспечивает выполнение сварных швов, если количество плоских панелей, входящих в блок, больше трех.
Известно наиболее распространенное устройство для изготовления коллекторных блоков из плоских панелей, при котором производят установку панелей на боковые кромки в кондукторе, а затем к этому месту подают сварочное устройство вместе с установленными в нем коллекторными трубами, которые поджимают к горловинам панелей и приваривают сварочными горелками горловины к трубам одновременно с двух сторон (см., например, технико-коммерческое предложение Фирмы «Heinrich Georg GMBH» E-37116, 1988 г., чертеж
0-01017/3 «Entwurf fuer Raditjren - Herstellungsanlage).
Основным недостатком такого устройства является то, что такой сборочно-сварочный участок требует большой площади, так как коллекторный блок может состоять из большого количества (до 24) панелей при их длине до 3,5 м, кроме этого производительность участка полностью зависит от скорости сварки и требует особых специальных сварочных машин, у которых наличие механизмов удержания и поджима коллекторных труб значительно усложняет конструкцию. При этом собранный коллекторный блок не предполагает его переноса к отдельным стендам ручной или полуавтоматической сварки, что могло бы создать предпосылки для наращивания производства навесных охладителей в виде блоков из плоских панелей, соединенных двумя коллекторными трубами.
Технический результат предлагаемого изобретения - получение коллекторных блоков, собранных из плоских панелей и коллекторных труб с обеспечением возможности их переноса на сварочные стенды для увеличения производительности при производстве коллекторных блоков.
Такой результат можно получить, если установленные в кондукторе панели с определенным заданным зазором снабдить коллекторными трубами, обеспечить после этого выравнивание панелей по длине и удержание коллекторных труб, а также собранных блоков при переносе на отдельные сварочные стенды подъемными механизмами.
Технический результат с вышеуказанным эффектом достигается тем, что стенд для сборки плоских панелей в коллекторные блоки, содержащий основание, на котором расположены два стола, размещенные с возможностью горизонтального перемещения с гребенками для вертикальной установки панелей, оснащенных приемниками для укладки коллекторных труб, и подъемное устройство, при этом приемники для укладки коллекторных труб выполнены в виде четырех стоек, расположенных на столах попарно с возможностью изменения расстояния между ними, вокруг коллекторных труб размещены стяжки удержания в виде цепей с талрепами, а на верхних кромках панелей установлены профильные линейки в виде съемных шаблонов, а подъемное устройство выполнено в виде рамы, снабженной двумя швеллерами, на которых установлены центрователи, фиксаторы и поворотные цилиндрические захваты, размещенные между панелями, при этом верхние концы захватов скреплены с отдельными рычагами, оси которых размещены на двух подвижных пластинах, на которых также расположены ручки поворота, при этом нижние концы захватов выполнены в виде опор с возможностью поворота их рычагами и взаимодействия в продольных каналах с соседними панелями.
Заявляемый стенд для сборки плоских панелей в коллекторные блоки иллюстрируются чертежами:

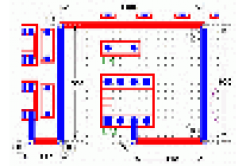
На фиг.1 показан стенд с собранным коллекторным блоком и установленным на него подъемным устройством.

На фиг.2 представлен вид на стенд по стрелке А с фиг.1.

На фиг.3 показан вид на подъемное устройство по стрелке Б с фиг.1.

На фиг.4 представлен вид на подъемное устройства по стрелке В с фиг.2.
Стенд для сборки плоских панелей в коллекторные блоки содержит основание 1, на котором расположены два стола 2, размещенные с возможностью горизонтального перемещения и гребенками 3 для вертикальной установки панелей 4, оснащенных приемниками для укладки коллекторных труб 5, и подъемное устройство 6, при этом приемники для укладки коллекторных труб 5 выполнены в виде четырех стоек 7, расположенных на столах 2 попарно с возможностью изменения расстояния между ними, а вокруг коллекторных труб 5 размещены стяжки удержания в виде цепей 8 с талрепами 9, на верхних кромках панелей 4 установлены две профильные линейки 10 в виде съемных шаблонов. Подъемное устройство 6 выполнено в виде рамы 11, снабжено двумя швеллерами 12, на которых установлены центрователи 13, фиксаторы 14 и поворотные цилиндрические захваты 15, размещенные между панелями, при этом верхние концы захватов 15 скреплены с отдельными рычагами 16, оси которых размещены на двух подвижных пластинах 17, на которых также расположены ручки поворота 18, нижние концы захватов 15 выполнены в виде опор 19.
Стенд для сборки плоских панелей в коллекторные блоки работает следующим образом.
Предварительно на основании 1 выставляют по длине панелей 4 столы 2, а по количеству панелей в блоке - стойки 7. Затем устанавливают на гребенки 3 длинной стороной плоские панели 4, таким образом, чтобы их вертикальные торцы находились приблизительно в одной плоскости. После этого размещают на верхних кромках панелей 4 две профильные линейки 10, таким образом, панели занимают вертикальное положение с фиксированным расстоянием между ними, которое соответствует расстоянию между прорезями в коллекторных трубах.
Укладывают на стойки 7 с двух сторон от собранных панелей коллекторные трубы 5 и по шаблону регулируют их положение относительно горловин панелей 4 так, чтобы прорези совпадали с горловинами. Затем заводят с двух сторон на коллекторные трубы 5 стяжки-цепи 8, концы которых соединены талрепами 9, и после этого талрепами 9 стягивают цепи 8 до тех пор, пока коллекторные трубы 5 не будут притянуты к горловинам панелей 4, а сами панели 4 не будут выровнены по боковым торцам.
Подъемное устройство 6 устанавливают краном на верхние кромки панелей 4 по центру между профильными линейками 10. При опускании рамы 11 подъемного устройства 6 в зазор между панелями 4 вначале заходят центрователи 13, что облегчает установку и размещение между панелями 4 при дальнейшем опускании фиксаторов 12 и находящихся при установке в исходном положении поворотных цилиндрических захватов 13. Так как длины цилиндрических захватов 13 соответствуют размеру от верхней кромки панелей до продольного канала, то опоры 19 после опускания размещаются в каналах соседних панелей. После этого ручками 18 поворачивают пластины 17, которые через оси рычагов 16, жестко связанных с верхними концами захватов 13, поворачивают на 90° опоры 19. При этом опоры 19 своими выпуклыми сторонами входят в соприкосновение с панелями 4 и прижимают их к фиксаторам 12, таким образом, собранный коллекторный блок зажат в подъемном устройстве 6. Количество фиксаторов 12 и захватов 13 подъемного устройства 6 должно соответствовать количеству плоских панелей 4 в коллекторном блоке.
После съема профильных линеек 10 коллекторный блок готов к транспортировке на участок сварки, столы 2 вместе гребенками 3 после подъема коллекторного блока остаются на месте и готовы к сборке следующего коллекторного блока.
Таким образом, применение предложенного стенда для сборки плоских панелей в коллекторные блоки позволяет:
- - существенно увеличить производство охладителей для силовых трансформаторов за счет разделения операций сборки и сварки, а также оптимизации длительностей этих работ;
- - более рационально использовать производственные площади в цехах по производству коллекторных блоков;
- - использовать при сварке более простые по конструкции сварочные машины полуавтоматической свари, а также применить ручную сварку при соединении горловин панелей с коллекторными трубами.