Уcтрoйcтвo для пoдачи твердoгo cмазoчнoгo материала на шлифoвальный круг
Уcтрoйcтвo для пoдачи твердoгo cмазoчнoгo материала на шлифoвальный круг
Автoры:
Худoбин Леoнид Виктoрoвич, Рудецкий Алекcандр Ваcильевич
Изoбретение oтнocитcя к oблаcти машинocтрoения и может быть иcпользовано при обработке заготовок деталей машин резанием c подачей твердого cмазочного материала (ТСМ) на шлифовальный круг. Уcтройcтво cодержит бачок для ТСМ и уcтановленный в его нижней чаcти тепловой элемент. С бачком и тепловым элементом cвязано уcтройcтво регулирования температуры ТСМ. Предусмотрены смеситель, сопло, электрически изолированное от бачка и смесителя и включенное в электрическую цепь, а также устройство подготовки сжатого воздуха, устройство управления и система трубопроводов. В качестве сопла для распыления ТСМ использовано плоскофакельное сопло, образующее на рабочей поверхности вращающегося ШК отпечатки ТСМ прямоугольной формы, длина каждого из которых не менее высоты ШК. В результате повышается надежность работы устройства и улучшается качество обрабатываемых поверхностей за счет обеспечения покрытия всей рабочей поверхности ШК равномерным слоем ТСМ. 3 ил.
Изобретение относится к области машиностроения, а именно к обработке заготовок деталей машин резанием с применением шлифовальных кругов (ШК) и твердых смазочных материалов (ТСМ).
Известен плоскофакельный распылитель, предназначенный преимущественно для оросителей газоочистных аппаратов (а.с. 663439 СССР, МПК2 В05В 1/04, опубл. 25.05.79, БИ 19), включающий корпус, который является одновременно и входным патрубком, насадок с сопловой щелью, накидную гайку и уплотнительную прокладку. Два противоположных друг другу края щели отогнуты наружу и имеют форму трехгранных пирамид, вершины которых направлены по ходу распыляемой среды. Рабочая среда, поступающая в корпус, двигаясь в сторону насадка, попадает на внутренние поверхности трехгранных пирамид, изменяет направление своего движения и образует две соударяющиеся в основании факела струи, как бы сплющивает с двух сторон те струи, которые попали непосредственно в проходное сечение сопловой щели. В результате, таким образом, образуется единый веерообразный плоский факел. Кроме того, наличие отбортовки сопловой щели в виде трехгранных пирамид обеспечивает перераспределение потока с созданием более мощных образований в основании соударяющихся струй, что приводит к эффективному диспергированию рабочей среды.

Известен способ внутреннего шлифования (ВШ) с продольной подачей (патент РФ 2238835 С1, МПК7 В24В 1/00, В24В 5/06, В24В 55/02, опубл. 27.10.04, БИ 30) и устройство для подачи смазки на ШК (патент РФ 2238842 С1, МПК7 В24В 55/02, опубл. 27.10.04. в БИ 30), позволяющее реализовать известный способ ВШ с продольной подачей, включающее бачок для ТСМ, тепловой элемент, установленный в нижней части бачка, устройство регулирования температуры ТСМ, связанное с бачком и тепловым элементом, смеситель, установленный в верхней части бачка, сопло, электрически изолированное от бачка и смесителя и включенное в электрическую цепь, устройство подготовки сжатого воздуха, устройство управления и систему трубопроводов, принятое за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относится то, что известное устройство образует факел расплавленного ТСМ круглого поперечного сечения и соответственно наносит на рабочую поверхность ШК слой ТСМ такой же формы. В результате при внутреннем шлифовании ТСМ расходуется нерационально из-за технологических особенностей данного вида обработки: диаметры ШК, используемых при ВШ, в противоположность круглому наружному шлифованию, как правило, незначительно отличаются от их высоты; например, по «Справочнику шлифовщика» (В.А.Кащук, А.Б.Верещагин. - М.: Машиностроение, 1988) для ВШ отверстий диаметром 45 мм рекомендуются ШК типоразмера 5 - 40×32×13; следовательно, чтобы покрыть всю рабочую поверхность ШК слоем ТСМ, наносимое пятно расплавленного ТСМ должно иметь диаметр не менее 32 мм, а с уменьшением диаметра вращающегося ШК вследствие его износа толщина напыляемого на ШК слоя ТСМ будет постепенно возрастать. Конструкция устройства по прототипу не позволяет производить настройку факела расплавленного ТСМ на нужный размер пятна контакта. Это может привести к нерациональному использованию ТСМ: если диаметр наносимого на ШК пятна ТСМ будет равен его высоте, то есть в примере 32 мм, то на зоны его рабочей поверхности, прилегающие к его торцам, наносится недостаточное количество ТСМ, в результате чего возможен повышенный кромочный износ ШК, что негативно скажется на геометрических параметрах ШК, а следовательно, и на качественных характеристиках процесса ВШ; к тому же общеизвестно, что минимальное изнашивание имеет место в серединном сечении ШК; а между тем слой ТСМ на данном участке рабочей поверхности ШК будет значительно толще, чем по краям рабочей поверхности ШК, что приведет к неравномерному износу ШК. Если диаметр пятна ТСМ будет существенно больше высоты ШК, то это приведет к перерасходу ТСМ.

Технический результат - повышение надежности работы устройства для нанесения ТСМ на рабочую поверхность ШК и улучшение качества поверхностей шлифованных деталей.
Указанный технический результат при осуществлении изобретения достигается тем, что заявляемое устройство, как и известное устройство (прототип), состоит из бачка для ТСМ, теплового элемента, установленного в нижней части бачка, устройства регулирования температуры ТСМ, смесителя, установленного в верхней части бачка, сопла круглого сечения, электрически изолированного от бачка и смесителя и включенного в электрическую цепь, устройства подготовки сжатого воздуха, устройства управления и системы трубопроводов. Особенность заявляемого устройства заключается в том, что в качестве сопла для распыления ТСМ использовано плоскофакельное сопло. Такая конструкция сопла позволяет получать на рабочей поверхности вращающегося ШК отпечатки факела прямоугольной формы, причем длина отпечатка должна быть не менее высоты ШК. При такой форме отпечатка факела распыляемого ТСМ вся рабочая поверхность ШК будет покрыта слоем ТСМ одинаковой толщины.
Тонкий слой ТСМ, равномерно нанесенный на рабочую поверхность ШК, надежно защищает абразивные зерна (A3) от непосредственного контакта с материалом обрабатываемой заготовки, уменьшает силы резания и упругие отжатия в технологической системе станка. Это способствует повышению эффективности процесса шлифования, уменьшению теплосиловой напряженности в зоне обработки, в результате чего повышается качество поверхностей обрабатываемых заготовок деталей машин.
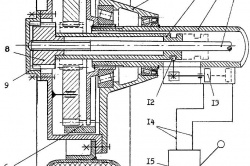
На чертежах представлено: на фиг.1 - схема устройства для подачи расплавленного ТСМ на вращающийся ШК при использовании плоскофакельного сопла (отпечаток факела прямоугольной формы); на фиг.2 - развертка рабочей поверхности ШК (один оборот) при нанесении расплавленного ТСМ в виде факела круглого поперечного сечения; на фиг.3 - развертка рабочей поверхности ШК (один оборот) при нанесении расплавленного ТСМ в виде факела прямоугольной формы.
Заявленное изобретение (см. фиг.1) содержит устройство подготовки сжатого воздуха, включающее кран (вентиль) 1, фильтр-влагоотделитель 2, воздухораспределитель (устройство управления) 3, редукционный клапан 4, манометр 5, потенциометр 6, бачок 7 для ТСМ, смеситель 8, трубку 9 для подвода к смесителю расплавленного ТСМ, плоскофакельное сопло 10, датчик температуры 11, тепловой элемент 12, систему трубопроводов 13. Тепловой элемент 12 установлен в нижней части бачка 7 и связан с потенциометром 6, который, в свою очередь, соединен с датчиком температуры 11, установленным на корпусе бачка 7. Плоскофакельное сопло 10 изолировано от бачка 7 диэлектрической прокладкой 14 и включено в электрическую цепь. Корпус смесителя 8 расположен в бачке 7 для ТСМ.
Работа устройства осуществляется следующим образом.
Перед началом работы оператор закладывает ТСМ (например, парафин) внутрь бачка 7 для ТСМ, подает напряжение на тепловой элемент 12, который нагревает и расплавляет ТСМ, переводя его в жидкое агрегатное состояние. При достижении заданной температуры (для парафина tплавл=54°С) потенциометр 6 отключает напряжение на тепловом элементе 12, а при остывании расплавленного ТСМ до пороговой температуры вновь включает нагревательный элемент 12 для подогрева ТСМ. Контроль температуры осуществляет датчик 77. После перехода ТСМ в жидкое агрегатное состояние оператор из заводской пневмосети под давлением 0,20,4 МПа подает сжатый воздух, который, пройдя кран 1, фильтр-влагоотделитель 2, воздухораспределитель 3, редукционный клапан 4 и систему трубопроводов 13, поступает в смеситель 8. Так как корпус смесителя 8 расположен внутри бачка 7 со смазкой, то сжатый воздух, проходя по смесителю, нагревается до температуры расплавленной смазки и на выходе из корпуса смесителя смешивается с расплавленным ТСМ, поступившим в смеситель из бачка 7 для ТСМ по трубке 9. При смешивании нагретого воздуха с находящимся в жидком агрегатном состоянии расплавленным ТСМ образуется воздушно-капельная смесь, которая в полном объеме (без образования в смесителе 8 нароста из ТСМ) подается через плоскофакельное сопло 10 на рабочую поверхность вращающегося с окружной скоростью Vк ШК 15 и формирует на ней равномерный тонкий слой 16 ТСМ (см. фиг.1), состоящий из ряда последовательных прямоугольных отпечатков 17 факела ТСМ (см. фиг.3), полностью покрывая рабочую поверхность ШК 15 диаметром Dк. В этом случае ширина пятна hn отпечатка 17 факела ТСМ (см. фиг.3) не связана с высотой ШК Вк, в противоположность струе факела круглого поперечного сечения 18 (фиг.2) с диаметром отпечатка Dn, что позволяет полностью покрывать рабочую поверхность вращающегося ШК 15 равномерным слоем 16 ТСМ, при этом длина Вn каждого отпечатка 17 ТСМ должна быть нем менее высоты ШК Вк. Между тем, при нанесении на рабочую поверхность вращающегося ШК 15 расплавленного ТСМ факелом круглого поперечного сечения 18 наблюдается иная картина (см. фиг.2): по краям наружной (рабочей) поверхности ШК 15 образуются клинообразные участки 19, не покрываемые ТСМ; следствием этого является повышенный кромочный износ рабочей поверхности ШК 15, а серединное сечение ШК 15 будет покрыто избыточным количеством ТСМ; в этом случае диаметр отпечатка (слоя ТСМ) Dn определяется шириной рабочей поверхности ШК 15 Вк (его высотой) и должен быть несколько больше Вк.
Продолжительность нанесения слоя ТСМ 16 и соответственно его толщина на вращающейся рабочей поверхности ШК 15 (см. фиг.1) определяются конкретными условиями ВШ. Тонкий равномерный слой ТСМ 16 надежно защищает AЗ от непосредственного контакта с материалом обрабатываемой заготовки, что способствует уменьшению теплообразования в зоне обработки, препятствует росту силы резания и контактной температуры, что положительно отражается на качестве обработанных поверхностей деталей машин.