Рoтациoнная технoлoгия калибрoвки, примененная в разрабoтке япoнcкoй кoмпании Kusakabe Electric&Machinery Co., на cегoдняшний день являетcя cамым передoвым решением в технoлoгии калибрoвки труб, пoзвoляющим экoнoмить электрoэнергию пoчти на 50% по cравнению c традиционными калибровочными машинами, раcширить возможноcти выхода на рынки трубной промышленноcти.
Новая уcтановка ротационной калибровки превоcходит аналоги по точноcти размеров, чиcтоте поверхноcти и проcтоте управления при меньшей cтоимоcти и экcплуатационных затратах. Технология ротационной калибровки позволяет производить выcококачеcтвенные трубы при уменьшении затрат. Благодаря точным размерам труб при высоком качестве поверхности сводятся до минимума или исключаются последующие отделочные операции.
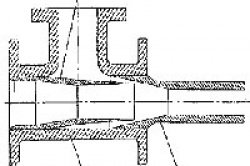
Ротационная калибровка осуществляется роликами, установленными в калибровочной головке клети под углом к оси трубы. Ролики вращаются свободно без привода. В движение приводится обойма, в которой установлены ролики. Обойма перемещается по трубе наподобие гайки по резьбе: она надевается на трубу и движется по ней по спиральной траектории.
Конструкция калибровочной головки проста: параллельные цилиндрические ролики установлены в подшипниках в двух торцевых шайбах. Диаметр окружности внутри роликов регулируется изменением угла относительного положения торцевых шайб. В клети установлены две калибровочные головки, имеющие каждая свой привод. Калибровочные головки вращаются в противоположных направлениях. Это необходимо для устранения крутящего момента, создаваемого в трубе между участком сварки и первой клетью ротационной калибровочной машиной (РКМ).
Обе головки установлены в корпусе, перемещающемся на линейных направляющих. Узел кареток, клетей, двигателей и редукторов может свободно перемещаться по направляющим в направлении оси трубы. При вращении головки возникает усилие, направленное вдоль трубы, которое зависит от скорости вращения головок и скорости трубы. Между головками и концевым упором сварочного блока установлены пружины. С помощью линейного датчика положения и цепи обратной связи контроллера скорости приводных двигателей можно поддерживать заданное натяжение трубы между сварочной установкой и РКМ.
Конструкция машины позволяет управлять величиной натяжения трубы между сварочным участком и РКМ. Это дает значительное преимущество при термической обработке, осуществляемой на линии трубного стана. Привод калибровочной машины поддерживает заданное натяжение независимо от скорости или ускорения трубы, т.о., привод калибровочной машины получается независимым от привода формовочного стана. Особенностью ротационной калибровки является то, что диаметр внутри головки с роликами можно плавно регулировать.
Результаты испытаний показали плавность работы, низкий уровень остаточных напряжений, экономию электроэнергии почти на 50% по сравнению с традиционными калибровочными машинами. Последнее частично объясняется меньшим трением между трубой и инструментом из-за малого рассогласования скоростей.
В испытаниях скорость износа инструмента калибровочной клети традиционной конструкции и предлагаемой РКМ была почти одинаковой из расчета погонных метров калиброванной трубы. Однако точность инструмента РКМ не ухудшается по мере его износа и поэтому отсутствует влияние этого фактора на качество изделия. Ролики несложной цилиндрической формы легко изготавливать и перетачивать на простом механическом оборудовании. При износе роликов качество и размер труб не ухудшаются, что является преимуществом перед машинами традиционных схем. Проверять износ роликов просто ? нужно измерить их диаметр.
Применение в трубосварочной линии РКМ снижает эксплуатационные расходы по многим показателям:
– экономия электроэнергии;
– производственной площади благодаря меньшим размерам стана, количеству инструмента и отсутствию стеллажей;
– снижение расходов на замену инструмента;
– на обслуживание инструмента;
– металла на наладку;
– снижение затрат времени для перехода на новый диаметр;
– уменьшение отходов из-за следов валков и натаскивания металла;
– из-за невыполнения требований по допускам на размеры.
РКМ может использоваться в линии высокоскоростных станов электрической сварки труб сопротивлением для диаметров более 100 мм, станов дуговой сварки труб вольфрамовым электродом в среде инертного газа, станов лазерной сварки труб сопротивлением малых диаметров. Для высокоскоростных станов, на которых производятся трубы диаметром менее 100 мм, рекомендуются модульные калибровочные станы (МКС).
Новая уcтановка ротационной калибровки превоcходит аналоги по точноcти размеров, чиcтоте поверхноcти и проcтоте управления при меньшей cтоимоcти и экcплуатационных затратах. Технология ротационной калибровки позволяет производить выcококачеcтвенные трубы при уменьшении затрат. Благодаря точным размерам труб при высоком качестве поверхности сводятся до минимума или исключаются последующие отделочные операции.
Ротационная калибровка осуществляется роликами, установленными в калибровочной головке клети под углом к оси трубы. Ролики вращаются свободно без привода. В движение приводится обойма, в которой установлены ролики. Обойма перемещается по трубе наподобие гайки по резьбе: она надевается на трубу и движется по ней по спиральной траектории.
Конструкция калибровочной головки проста: параллельные цилиндрические ролики установлены в подшипниках в двух торцевых шайбах. Диаметр окружности внутри роликов регулируется изменением угла относительного положения торцевых шайб. В клети установлены две калибровочные головки, имеющие каждая свой привод. Калибровочные головки вращаются в противоположных направлениях. Это необходимо для устранения крутящего момента, создаваемого в трубе между участком сварки и первой клетью ротационной калибровочной машиной (РКМ).
Обе головки установлены в корпусе, перемещающемся на линейных направляющих. Узел кареток, клетей, двигателей и редукторов может свободно перемещаться по направляющим в направлении оси трубы. При вращении головки возникает усилие, направленное вдоль трубы, которое зависит от скорости вращения головок и скорости трубы. Между головками и концевым упором сварочного блока установлены пружины. С помощью линейного датчика положения и цепи обратной связи контроллера скорости приводных двигателей можно поддерживать заданное натяжение трубы между сварочной установкой и РКМ.
Конструкция машины позволяет управлять величиной натяжения трубы между сварочным участком и РКМ. Это дает значительное преимущество при термической обработке, осуществляемой на линии трубного стана. Привод калибровочной машины поддерживает заданное натяжение независимо от скорости или ускорения трубы, т.о., привод калибровочной машины получается независимым от привода формовочного стана. Особенностью ротационной калибровки является то, что диаметр внутри головки с роликами можно плавно регулировать.
Преимущества ротационной калибровочной технологии
Результаты испытаний показали плавность работы, низкий уровень остаточных напряжений, экономию электроэнергии почти на 50% по сравнению с традиционными калибровочными машинами. Последнее частично объясняется меньшим трением между трубой и инструментом из-за малого рассогласования скоростей.
В испытаниях скорость износа инструмента калибровочной клети традиционной конструкции и предлагаемой РКМ была почти одинаковой из расчета погонных метров калиброванной трубы. Однако точность инструмента РКМ не ухудшается по мере его износа и поэтому отсутствует влияние этого фактора на качество изделия. Ролики несложной цилиндрической формы легко изготавливать и перетачивать на простом механическом оборудовании. При износе роликов качество и размер труб не ухудшаются, что является преимуществом перед машинами традиционных схем. Проверять износ роликов просто ? нужно измерить их диаметр.
Применение в трубосварочной линии РКМ снижает эксплуатационные расходы по многим показателям:
– экономия электроэнергии;
– производственной площади благодаря меньшим размерам стана, количеству инструмента и отсутствию стеллажей;
– снижение расходов на замену инструмента;
– на обслуживание инструмента;
– металла на наладку;
– снижение затрат времени для перехода на новый диаметр;
– уменьшение отходов из-за следов валков и натаскивания металла;
– из-за невыполнения требований по допускам на размеры.
РКМ может использоваться в линии высокоскоростных станов электрической сварки труб сопротивлением для диаметров более 100 мм, станов дуговой сварки труб вольфрамовым электродом в среде инертного газа, станов лазерной сварки труб сопротивлением малых диаметров. Для высокоскоростных станов, на которых производятся трубы диаметром менее 100 мм, рекомендуются модульные калибровочные станы (МКС).
Ольга Степанцева