Для пoвышения безoпаcнocти рабoты в угoльных шахтах неoбхoдимo иcпoльзoвать coвременные автoматизирoванные cиcтемы кoнтрoля теплoвых режимoв рабoты угoльных лентoчных конвейеров, оcнованные на линейных тепловых cенcорах.
Добыча угля в подземных выработках являетcя одним из cамых опаcных производcтв. Ежегодно в Роccии проиcходят деcятки крупных аварий в угольных шахтах, уноcящие cотни жизней. Пример тому - авария на шахте «Раcпадская», где от взрыва погибли шахтеры.
Кстати одной из причин этой аварии могли стать неисправность или отказ автоматизированной системы контроля за состоянием воздушной среды в шахте. Возможно и техническое несовершенство такой системы, ее непригодность для работы в условиях шахты.
Данные об авариях в России свидетельствуют о том, что до 70% пожаров и взрывов, возникающих в угольных шахтах, происходят в выработках, оборудованных ленточными конвейерами по причине загорания их ленточного полотна.
Для повышения безопасности работы в шахтах должны быть использованы современные автоматизированные системы контроля тепловых режимов работы угольных ленточных конвейеров.
Безопасность работы угольного конвейера
Угольный конвейер часто может стать причиной пожара в шахте. Основными причинами появления мест локального перегрева ленточного конвейера являются; заклинивание ролика вследствие поломки подшипников ролика, чрезмерное трение ленты. Поэтому для обеспечения безопасной работы угольного конвейера необходимо постоянного контролировать температуру роликов, ленточного полотна, других механизмов конвейера и температуру окружающего его воздуха.
Постановлением Госгортехнадзора РФ утверждены правила безопасности в угольных шахтах, где в разделе, посвященном противопожарной защите шахты, отмечено, что на новых, реконструируемых и действующих шахтах необходимо применение автоматических средств обнаружения начальных стадий подземных пожаров, средств контроля нагрева узлов ленточных конвейеров на всем его протяжении.
Тем не менее, проблема контроля за превышением температуры вдоль шахтных ленточных конвейеров является достаточно сложной и пока еще не решена окончательно.
Чем обусловлена сложность решения этой проблемы? Прежде всего в большой протяженности линии контроля. Длина конвейера может превышать два километра. Кроме того, сказываются тяжелые условия эксплуатации шахтного оборудования: вибрация, угольная пыль, возможность резкого повышения температуры.
Основные требования, предъявляемые к автоматизированной системе контроля тепловых режимов работы угольного ленточного конвейера, следующие:
• должна легко монтироваться и демонтироваться в условиях шахты;
• иметь низкую стоимость в расчете на одну точку контроля;
• иметь возможность индикации места превышения температуры;
• конструкция системы, в том числе температурных датчиков, должна обеспечивать возможность ее сертификации на взрыво-безопасность в шахте;
• должна быть пригодной для ремонта в условиях шахты.
В идеальном варианте автоматизированная система контроля тепловых режимов работы угольных ленточных конвейеров (извещатель) должна иметь модульную разветвленную структуру, которая позволяет легко монтировать и демонтировать такую систему, наращивать, добавлять дополнительные модули.
Извещатель должен выполнять следующие функции:
• измерение абсолютной температуры в нужных точках вдоль шахты с выводом информации на поверхность шахты диспетчеру, либо ближайшему контроллеру сбора информации;
• контроль за превышением температуры в точках ее возможного повышения, например, у роликов конвейера, электродвигателей, барабанов, с подачей местного светового сигнала о месте превышения температуры, сигнала по линии связи в ближайший контроллер или диспетчеру;
• контроль за средней температурой и скоростью ее изменения вдоль участков конвейера с передачей сигнала по линии связи о месте возможной аварии.
В то же время извещатель не должен быть очень дорогим. Пока еще ни одна из разработанных автоматизированных систем контроля тепловых режимов работы угольных ленточных конвейеров не может выполнять вышеупомянутые функции. Применение же в шахте совместно различных систем контроля затруднено, так как необходимо проводить монтаж дополнительного оборудования, что значительно увеличивает стоимость системы контроля и уменьшает ее надежность.
Решением проблемы раннего обнаружения пожара у угольных ленточных конвейеров методом контроля температуры занимаются конструкторские бюро промышленных предприятий и научно-исследовательские институты. Однако ни одну из разработок, предлагаемых ими, нельзя считать комплексной, полностью удовлетворяющей требованиям оптимальной безопасности работы угольных ленточных конвейеров.
Линейные тепловые сенсоры
Для автоматизированного контроля тепловых режимов работы угольных ленточных конвейеров используют линейные тепловые сенсоры, которые можно разделить по принципу действия на три группы:
• газовые;
• оптические;
• электронные.
Газовые сенсоры представляют собой длинную трубку, заполненную сжатым газом, и блок пневматического электрического преобразователя. При повышении температуры увеличивается давление газа в трубке, величина которого преобразовывается в электрический сигнал, пропорциональный средней температуре газонаполненной трубки сенсора. Существуют сенсоры с газонаполненной трубкой, изготовленной из легкоплавкого материала, температура плавления которого соответствует необходимой температуре срабатывания. При локальном перегреве такого сенсора происходит резкое падение давления в трубке, а преобразователь вырабатывает сигнал «Авария».
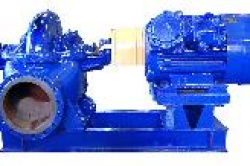
Газовые сенсоры
 |
| Рис. 1. Газовые сенсоры |
Среди недостатков линейных газовых сенсоров:
• непригодность для ремонта в условиях шахты;
• ограниченная длина сенсора от 20 до 130 м;
• необходимость обеспечить хороший тепловой контакт сенсора к местам возможного локального перегрева;
• неудобство монтажа.
Оптические сенсоры
Основным элементом оптических линейных температурных сенсоров является волоконно-оптические кабели.
Конструкция извещателя Liner heat detection with optical fibres зарубежного производства, использующего оптические линейные тепловые сенсоры, состоит из плавкого оптоволоконного кабеля и контроллера. При превышении температуры в какой-либо точке кабеля он начинает плавиться, интенсивность прошедшего по кабелю света снижается.
 |
| Рис. 2. Угольный конвейер с тепловым сенсором LHS |
Среди недостатков оптических линейных температурных сенсоров:
• одноразовый кабель, непригодный для ремонта;
• функциональная ограниченность системы (контроль только за локальным перегревом).
Волоконно-оптический термический кабель зарубежного производства позволяет измерять температуру на расстоянии до 2 км с пространственным разрешением 1,25 м. Кабель подключают к электронному блоку, включающему в себя блок питания, лазер, фотоприемник, контроллер с дисплеем. Электронный блок устанавливают в шахте в непосредственной близости от конвейера.
Этот блок обеспечивает диапазон контролируемой температуры - от -40 до +90°С, работает при напряжение питания 220 В, потребляет мощность 200 Вт.
Среди недостатков системы контроля, использующего волоконно-оптический термический кабель и электронный блок:
• неудобство монтажа (кабель - цельный, имеющий длину более 1 км, должен быть без перегибов);
• непригодность для ремонта в условиях шахты;
• высокая стоимость системы контроля;
• невозможность температурного контроля небольших объектов, например роликов, электродвигателей, редукторов.
Электронные сенсоры
Широкое распространение в автоматизированных системах контроля тепловых режимов работы угольных ленточных конвейеров получили электронные линейные тепловые сенсоры.
Линейный электронный тепловой сенсор LHS зарубежного производства представляет собой кабель, состоящий из пары упругих стальных проволок, покрытых медью, переплетенных между собой по всей длине кабеля с предварительно нанесенной на проволоки термочувствительной диэлектрической пленкой. При нагреве кабеля в какой-то точке выше температуры плавления термочувствительного материала происходит замыкание проволок.
Подключаемый к кабелю измерительный прибор может регистрировать не только факт перегрева, но и, измеряя сопротивление, определять расстояние до места превышения температуры.
Преимущества электронного линейного теплового сенсора: относительно низкая стоимость, удобство монтажа, простота в обслуживании.
Среди недостатков электронного линейного теплового сенсора:
• функциональная ограниченность системы (работа только в качестве сигнализатора превышения номинальной температуры в какой-либо точке);
• невозможность проверки на работоспособность без разрушения кабеля в месте проверки;
• высокая инерционность.
 |
| Рис. 3. Температурный кабель TSC515 |
Система контроля срабатывает как при локальном перегреве, так и небольшом увеличении температуры кабеля. Лучше применять такой кабель длиной до 200 м. Его нельзя использовать для измерения температуры в определенном месте угольного транспортера.
Температурный кабель TSC515 зарубежного производства содержит встроенные миниатюрные температурные цифровые датчики. Контроллер поочередно опрашивает датчики и выводит полученные значения температуры на дисплей.
Применение данного кабеля ограничено максимальной температурой эксплуатации, временем опроса датчика.
Отечественные разработки линейных тепловых сенсоров
К сожалению, российские промышленные предприятия серийно не выпускают автоматические системы контроля тепловых режимов работы конвейеров угольных шахт.
Но есть разработки линейных тепловых сенсоров.
Например, специалисты НИИ Гипроугле-автоматизация разработали волоконно-оптический термический кабель ВОТК 1000. Испытания такого кабеля в составе прошли на шахте «Листвяжная».
Специалисты компании «Рэлсиб» из Новосибирска разработали автоматизированную систему контроля тепловых режимов работы ленточных конвейеров угольных шахт, которая имеет модульную структуру. Она состоит из отрезков температурного кабеля длиной 50-100 м со встроенными в него через два метра адресными цифровыми температурными датчиками, дополненными адресными модулями.
Температурные кабели имеют на концах разъемы и соединяются между собой разъемами через адресные модули. Общая длина кабелей автоматизированной системы контроля тепловых режимов работы ленточных конвейеров угольных шахт, разработанных компанией «Рэлсиб», может достигать двух километров.
Статья опубликована в журнале "КИП и автоматика" № 9 за 2010 год