Direct metal deposition (DMD) can be up to 250-330% faster than manual laser cladding. New Additive Manufacturing 2.0 (AM 2.0)-capable laser welding systems can now be equipped with a recently developed powder nozzle from O.R. Lasertechnologie GmbH that permits fully automatic layerwise buildup. This solution holds enormous potential for tool and mold making applications at small and midsized companies.
Since the start of the 21st century, laser cladding has become established as a highly effective process for modifying and repairing injection molds and dies.
Now a new additive manufacturing method is taking it to the next level: DMD with a coaxial powder nozzle. In contrast to conventional laser cladding, which usually requires a welder to feed filler wire almost entirely by hand, the new approach is fully automated and highly precise. This enormously boosts productivity. Especially for small and midsized companies, it affordably enhances existing equipment.
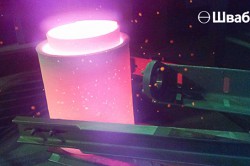
In DMD, a powder nozzle coaxially feeds metal powder into the laser beam onto an existing surface. The process can be completely automated and even works with laser systems with an average output of only 300 watts. It can be used on three-dimensional surfaces and lends itself to a wide range of uses: enhancing surfaces, modifying shapes, and restoring damaged forming, punching, and injection molding tools and dies to a like-new condition.
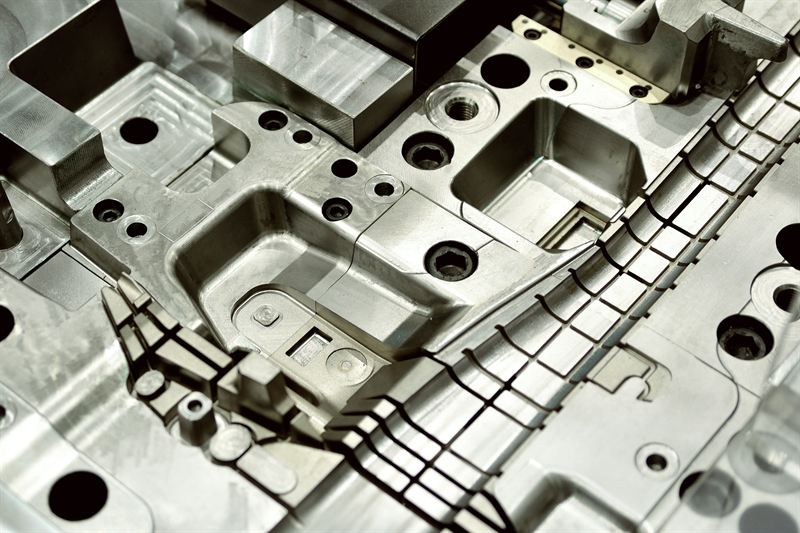
The enormous benefits of this additive manufacturing process have also won over the midsized company of HWF, a tool and mold making company in Eppertshausen, near Frankfurt, Germany. One of the challenges that HWF faces is that of building up a structure measuring 300 x 20 x 20 mm (i.e. with a volume of 120,000 mm³) on a typical mold material (AISI H11, one of the internationally most-used hot-working steels and extremely wear-resistant).
In the past, structures like this were built up layer by layer with wire-fed laser cladding to avoid the risks of cracks, deformation, and altered metallurgical properties. The welder took between 60 and 80 hours to complete the task.
Today, HWF uses additive manufacturing and is able to create the same structure by applying layers 250µm thick at a rate of 5000 mm³ per hour. The job can therefore be finished in just 24 hours at a laser output of only 400 watts. Time-consuming finishing by EDM or milling is significantly reduced.

First a CAD file defining the addition is loaded into the ORLAS SUITE, a powerful CAD/CAM software solution from OR LASER. There it is sliced into layers and the optimal strategy determined. Then the coordinate system is calibrated with three characteristic reference points, and the laser parameters are transmitted to the system. All of the preparations take an average of about an hour to complete. The manufacturing process then takes place fully automatically.
The laser system is also flexibly controllable while the object is being formed, which permits on-the-fly adjustment of the process parameters to meet changing requirements. For example, the laser intensity can be varied: beginning with fast build-up with a relatively high output and powder feed rate and then reducing both toward the end of the process to create surfaces that closely approach the final contours and thus minimize the required finishing work.
The result is a crack-free, high-quality structure that is optimally fused with the base material and has a hardness of 45-65 HRC. Time-consuming preheating of the mold insert is no longer needed. The base material is affected much less than before, thus greatly reducing the risk of cracks and material undercut that conventional repair methods often cause. The mold insert is ready for reuse after just a short time.
.jpg)
Markus Fischer, the managing director of HWF, is enthusiastic: “Laser cladding is here to stay in tool and mold making. DMD has made us more productive by letting us take a different approach when molds change. We have firmly integrated it into our process and CAD/CAM landscape.”
Material costs are also reduced, since the DMD process produces geometries that very closely approximate the final contours. Only a tiny amount of follow-up machining is then required.
The powder nozzle is available as an add-on for existing laser cladding systems that are AM 2.0-capable and can therefore be programmed with the CAD/CAM software of the ORLAS SUITE. “We are convinced that this technology will deliver considerable competitive advantages, especially for small and midsized companies,” says Markus Wolf, the head of R&D at OR LASER. “Our innovative powder nozzle lets a conventional system be upgraded in minutes, turning it into a powerful, cost-effective additive manufacturing tool.”
About O.R. Lasertechnologie GmbH
Producer of Industrial Laser Systems
Dieselstrasse 15
64807 Dieburg, Германия
Телефон: +49 (0) 89 6071-209 0 Факс: +49 (0) 6071-209 89 99