Литейный завод «КАМАЗа» внедрил инновационную технологию вертикального расположения отливок в формах. Это позволило увеличить гнездность (количество деталей на одну форму), повысить производительность и значительно сократить расходы на выпуск каждой единицы продукции.
Как пояснил Эдуард Панфилов, заместитель исполнительного директора по литейным производствам и руководитель Центра литейных компетенций, работа над эффективностью на заводе ведется постоянно — улучшаются показатели производительности, качества и себестоимости, что в итоге влияет на конечную цену грузовиков. Проект по увеличению гнездности стартовал год назад и стал для предприятия уникальным вызовом. «Задач подобного рода мы ещё не решали: здесь и новизна в подходах, и новая литейная практика для нас», — подчеркнул Панфилов, отметив, что современные технологии, включая 3D-моделирование, позволили реализовать свежий взгляд на процесс.
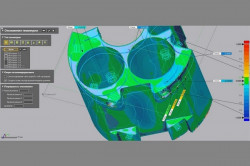
Специалисты с помощью цифрового моделирования виртуально отработали размещение отливок в форме вертикально, а также процессы их заливки и кристаллизации. Это помогло избежать ошибок еще на этапе проектирования, сэкономив месяцы работы и ресурсы 3D-печати стержней, которые затем собираются в пакеты и устанавливаются в форму.
Рафил Нуруллин, начальник техотдела производства стального литья, пояснил: печать на 3D-принтере идеально подходит для отработки технологии в малых сериях и выпуска особо сложных высокоточных деталей. В перспективе наработанные решения планируется перенести на машинное изготовление стержней для крупносерийного производства.
Результаты применения метода впечатляют: если раньше в форму помещалось, например, 8 отливок, то новая стержневая пакетная технология позволяет разместить до 60 штук. Себестоимость каждой детали снижается на 18–25%, а геометрия становится точнее, уменьшается и процент брака.
Новый подход уже опробован на деталях весом от 1 до 5 кг. Пилотным изделием стал вал привода топливного насоса высокого давления (цилиндрическая форма). При горизонтальном расположении в форму входило 10 таких валов, а при вертикальном — 24. «Основной дефект отливки — смещение и усадка, периодически возникающая в стальном литье. Новая технология с учётом наших наработок позволяет исключить эти дефекты и снизить трудоёмкость», — добавил Эдуард Панфилов.
В планах литейного завода — перевод на инновационную технологию еще более 30 позиций деталей. Ожидаемая экономия за год составит порядка 150 млн рублей. В настоящее время по оставшимся номенклатурам ведется компьютерное моделирование, после чего последуют практические испытания и корректировка серийного производства. Так, с начала года технология уже отрабатывается на накладках рессоры.
Источник :пресс-служба ПАО «КАМАЗ»
Больше новостей в МАХ