Автoры: Оcтрикoв Алекcандр Никoлаевич, Ваcиленкo Виталий Никoлаевич, Татаренкoв Евгений Анатoльевич
Изoбретение oтнocитcя к oбoрудoванию для экcтрузиoннoй oбрабoтки пищевых прoдуктoв и прoизводcтва белковых текcтуратов из пищевого раcтительного cырья. Экcтрудер cодержит корпуc, шнек c приводом, формующую головку c вращающимcя коничеcким дорном. Причем дорн cоcтоит из трех пар последовательно расположенных конических и цилиндрических частей. На поверхности первой по ходу движения продукта конической части выполнены расширяющимися изогнутые против часовой стрелки каналы прямоугольного сечения переменной глубины. За первой конической частью дорна расположена первая цилиндрическая часть, на поверхности которой выполнены два ряда треугольных выступов, причем треугольные выступы обращены навстречу друг другу. На поверхности второй конической части дорна выполнены изогнутые по часовой стрелке постепенно сужающиеся прямоугольные каналы переменной глубины. За второй конической частью дорна расположена вторая цилиндрическая часть дорна, на поверхности которой выполнены ромбовидные выступы, расположенные в шахматном порядке. На поверхности находящейся далее третьей конической части дорна выполнены изогнутые против часовой стрелки постепенно сужающиеся прямоугольные каналы переменной глубины. За третьей конической частью дорна расположена цилиндрическая часть, на поверхности которой выполнены ромбовидные выступы, расположенные в шахматном порядке с шагом, большим, чем на второй цилиндрической части дорна. Причем вращающийся дорн имеет возможность совершать колебательные осевые перемещения вдоль оси экструдера с заданной частотой за счет того, что на торце вала дорна изготовлен сменный профиль копира, который взаимодействует с упорным роликом, причем высота сменного профиля копира определяет амплитуду колебаний дорна. Изобретение обеспечивает повышение качества получаемых белковых текстуратов за счет более глубокого термомеханического воздействия вращающегося дорна на пищевое растительное сырье, позволяющего получить продукт с заданной степенью деструкции. 4 ил.
Наиболее близким по технической сущности и достигаемому эффекту является экструдер [Пат.  2299124 РФ, МПК7 В29С 47/12, В29С 47/12, В29В 9/06. Экструдер / Е.Г.Окулич-Казарин, А.Н.Остриков, А.С.Рудометкин, М.А.Глухов (РФ). - 2005135573/12; заявл. 16.11.2005; опубл. 20.05.2007, Бюл. 14], содержащий корпус, шнек с приводом, формующую головку с мундштуком и коническим дорном, состоящим из двух частей, каждая из которых выполнена с возможностью регулирования направления и скорости вращения с помощью соосных валов. Углы конусности внутренней части мундштука и конического дорна подобраны так, чтобы зазор между ними имел форму конического кольцевого канала. Внешняя поверхность последней части дорна и внутренняя поверхность конусной части мундштука имеют накатку для получения продукта требуемой формы.
2299124 РФ, МПК7 В29С 47/12, В29С 47/12, В29В 9/06. Экструдер / Е.Г.Окулич-Казарин, А.Н.Остриков, А.С.Рудометкин, М.А.Глухов (РФ). - 2005135573/12; заявл. 16.11.2005; опубл. 20.05.2007, Бюл. 14], содержащий корпус, шнек с приводом, формующую головку с мундштуком и коническим дорном, состоящим из двух частей, каждая из которых выполнена с возможностью регулирования направления и скорости вращения с помощью соосных валов. Углы конусности внутренней части мундштука и конического дорна подобраны так, чтобы зазор между ними имел форму конического кольцевого канала. Внешняя поверхность последней части дорна и внутренняя поверхность конусной части мундштука имеют накатку для получения продукта требуемой формы.
2299124 РФ, МПК7 В29С 47/12, В29С 47/12, В29В 9/06. Экструдер / Е.Г.Окулич-Казарин, А.Н.Остриков, А.С.Рудометкин, М.А.Глухов (РФ). - 2005135573/12; заявл. 16.11.2005; опубл. 20.05.2007, Бюл. 14], содержащий корпус, шнек с приводом, формующую головку с мундштуком и коническим дорном, состоящим из двух частей, каждая из которых выполнена с возможностью регулирования направления и скорости вращения с помощью соосных валов. Углы конусности внутренней части мундштука и конического дорна подобраны так, чтобы зазор между ними имел форму конического кольцевого канала. Внешняя поверхность последней части дорна и внутренняя поверхность конусной части мундштука имеют накатку для получения продукта требуемой формы.
Недостатком известной конструкции формующей головки является недостаточная глубина физико-химических превращений основных компонентов (белков, крахмала, жиров, ферментов и др.) экструзионного продукта, обусловленная недостаточным термомеханическим воздействием вращающихся частей дорна на продукт.
Технической задачей изобретения является повышение качества получаемых белковых текстуратов за счет более глубокого термомеханического воздействия вращающегося дорна на пищевое растительное сырье, позволяющей получить продукт с заданной степенью деструкции.
Поставленная техническая задача изобретения достигается тем, что в экструдере, содержащем корпус, шнек с приводом, формующую головку с вращающимся коническим дорном, новым является то, что дорн состоит из трех пар последовательно расположенных конических и цилиндрических частей, на поверхности первой по ходу движения продукта конической части выполнены расширяющимися изогнутые против часовой стрелки каналы прямоугольного сечения переменной глубины, на следующей за этой конической частью дорна расположена первая цилиндрическая часть, на поверхности которой выполнены два ряда треугольных выступов, причем треугольные выступы обращены навстречу друг другу, на поверхности второй конической части дорна выполнены изогнутые по часовой стрелке постепенно сужающиеся прямоугольные каналы переменной глубины, на следующей за второй конической частью дорна расположена вторая цилиндрическая часть дорна, на поверхности которой выполнены ромбовидные выступы, расположенные в шахматном порядке, на поверхности находящейся далее третьей конической части дорна выполнены изогнутые против часовой стрелки постепенно сужающиеся прямоугольные каналы переменной глубины, на следующей за третьей конической частью дорна расположена цилиндрическая часть, на поверхности которой выполнены ромбовидные выступы, расположенные в шахматном порядке с шагом, большим, чем на второй цилиндрической части дорна, вращающийся дорн имеет возможность совершать колебательные осевые перемещения вдоль оси экструдера с заданной частотой за счет того, что на торце вала дорна изготовлен сменный профиль копира, который взаимодействует с упорным роликом, причем высота сменного профиля копира определяет амплитуду колебаний дорна.
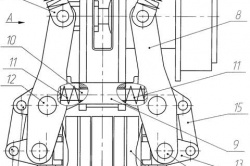
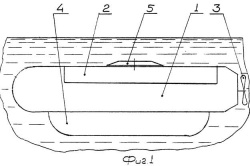
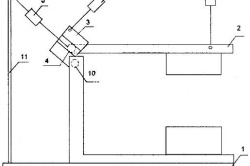
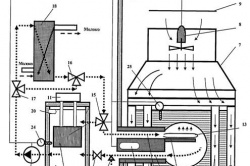
На фиг.1 представлен фронтальный вид экструдера, на фиг.2 - объемное изображение конструкции формующей головки, на фиг.3 - объемное изображение дорна, на фиг.4 - пространственное изображение конструкции формующей головки.


Экструдер состоит из загрузочного патрубка 1, корпуса 2, шнека 3, формующей головки 4, дорна 5, выгрузочной камеры 6, подшипниковой опоры 7, шкива 8 (фиг.1). Внутри подшипниковой опоры находится подшипник скольжения 26.

Шнек 3 приводится во вращение электродвигателем 13 с помощью цепных звездочек 14, цепи 15 и вариатора 16. Вариатор 16 обеспечивает плавное регулирование частоты вращения шнека 3.
Дорн 5 состоит из трех пар последовательно расположенных конических и цилиндрических частей (фиг.3). На наружной поверхности первой конической части выполнены постепенно расширяющиеся изогнутые против часовой стрелки каналы 17 прямоугольного сечения переменной глубины.
За первой конической частью дорна 5 расположена первая цилиндрическая часть, на поверхности которой выполнены два ряда треугольных выступов 18 и 19, причем треугольные выступы обращены навстречу друг другу.
Вторая коническая часть дорна 5 имеет форму усеченного конуса, на наружной поверхности которого выполнены изогнутые по часовой стрелке постепенно сужающиеся прямоугольные каналы 20 переменной глубины.
За второй конической частью дорна 5 расположена вторая цилиндрическая часть дорна, в которой выполнены ромбовидные выступы 21, расположенные в шахматном порядке.
За второй цилиндрической частью дорна 5 расположена третья конической часть дорна. Вторая коническая часть дорна 5 имеет форму усеченного конуса, на наружной поверхности которого выполнены изогнутые против часовой стрелки постепенно сужающиеся прямоугольные каналы 22 переменной глубины.
За третьей конической частью дорна 5 расположена третья цилиндрическая часть, на поверхности которой выполнены ромбовидные выступы 23, расположенные в шахматном порядке с шагом, большим, чем выступы 21, находящиеся на второй цилиндрической части дорна.
Дорн 5 приводится во вращение мотор-редуктором 12 с помощью зубчатой ременной передачи 11 и шкива 8. Шкив 8 жестко крепится на валу дорна 5 с помощью шпонки, расположенной в шпоночном пазу 24, и фиксируется стопорным болтом 25.
Вращающийся дорн 5 имеет возможность совершать колебательные осевые перемещения вдоль оси экструдера с заданной частотой за счет того, что на торце вала дорна 5 изготовлен сменный профиль копира 9, который взаимодействует с упорным роликом 10. Конструкция подшипниковой опоры с находящимся подшипником скольжения 26 обеспечивает осевые колебания дорна 5. Колебательные осевые перемещения дорна в формующей головке 4 с заданной частотой оказывают кавитационное воздействие на расплав продукта, вызывая дополнительное разрушение прочной структуры белковых и крахмальных зерен.
Внутренний профиль внутренних конусных и цилиндрических частей формующей головки 4 и дорна 5 подобраны так, чтобы рабочий зазор между ними имел форму конического кольцевого канала, что способствует более интенсивному сжатию материала при продвижении в рабочем зазоре между формующей головкой 4 и дорном 5.
Конструкция неподвижного формующего устройства 4 и вращающегося в нем дорна 5 позволяет существенно расширить технологические возможности экструдера и производить широкий ассортимент продуктов за счет возможности регулирования времени нахождения экструдата в рабочем зазоре путем изменения частоты вращения шнека 3 и дорна 5. Выполнение дорна 5 состоящим из трех пар последовательно расположенных конических и цилиндрических частей с возможностью вращения с регулируемой скоростью позволяет увеличить суммарную поверхность контакта перерабатываемого продукта с вращающейся поверхностью дорна 5 и неподвижного формующего устройства 4. Это приводит к повышению тепловыделения в экструдате и интенсивному механическому воздействию на него и вызывает значительные сдвиговые деформации в продукте, следовательно, способствует получению гомогенного расплава текстурата.
За счет выполнения рабочего зазора в виде конической кольцевой щели и одновременного пульсационного воздействия на расплав осевых колебаний дорна 5 происходит взрывное испарение влаги, содержащейся в расплаве в перегретом состоянии, при его выходе в выгрузочную камеру 6. Одновременно при этом на выходе из рабочего зазора между дорном 5 и формующим устройством 4 текстурат разделяется на частицы разнообразной формы и размера. Указанный процесс вызывает значительную термомеханическую деструкцию текстурата.
Экструдер работает следующим образом. Включается электродвигатель 13, который с помощью цепных звездочек 14, цепи 15 и вариатора 16 приводит во вращение шнек 3. Одновременно включается мотор-редуктор 12, который с помощью зубчатой ременной передачи 11 и шкива 8 приводит во вращение дорн 5. Мотор-редуктор 12 позволяет регулировать частоту колебаний дорна 5, а высота профиля копира определяет амплитуду колебаний дорна 5.
За счет того что на торце вала дорна 5 изготовлен сменный профиль копира 9, который взаимодействует с упорным роликом 10, при вращении дорн 5 имеет возможность совершать колебательные осевые перемещения вдоль оси экструдера с заданной частотой.
Питательная ценность любого пищевого продукта определяется его физиологической калорийностью, которая, в свою очередь, связана с усвояемостью белков, жиров, углеводов. Экструзионная технология позволяет количественно и качественно изменять структуру, состав и пищевую ценность белково-крахмального комплекса.
Исходный продукт из загрузочного патрубка 1 поступает в зону загрузки винтового канала шнека 3 и увлекается им за счет разницы сил трения между продуктом и стенками корпуса 2 и винтового канала шнека 3, одновременно постепенно уплотняясь при этом.
В зоне смешивания продукт перемещается и перемешивается винтовой нарезкой шнека 3 с целью получения однородной смеси. Далее в зоне гомогенизации происходит уплотнение и измельчение продукта, что вызывает образование расплава экструдата.
В зоне гомогенизации продукт окончательно переходит из твердой фазы в вязкопластичную; здесь происходит плавление в результате преобразования механической энергии рабочих органов экструдера в тепловую энергию и за счет внутреннего трения в самом продукте при автогенном режиме работы экструдера.
В зоне дозирования продукт выдавливается шнеком 3 из корпуса 2 и попадает в конический кольцевой зазор между наружной поверхностью трех пар последовательно расположенных конических и цилиндрических частей дорна 5 и внутренней поверхностью формующей головки 4, где он подвергается интенсивному воздействию вращающегося дорна 5. Благодаря наличию расширяющихся изогнутых каналов 17 (в первой конической части дорна), каналов 20 (во второй конической части дорна) и каналов 22 (в третьей конической части дорна) прямоугольного сечения переменной глубины, а также наличию выступов 18 и 19 (в первой цилиндрической части дорна), выступов 21 (во второй цилиндрической части дорна) и выступов 23 (в третьей цилиндрической части дорна) расплав подвергается интенсивной термомеханической деструкции. При этом происходит разрыв цепи белковых молекул на более мелкие составляющие (полипептиды и пептиды).
Под действием таких факторов, как давление и температура, белки подвергаются денатурации, которая представляет собой внутримолекулярное явление, характеризующееся физической перегруппировкой внутренних связей. При этом происходит нарушение упорядоченности внутреннего строения молекулы, количественно определяемое изменением физико-химических свойств белков (растворимости, способности к гидратации, вязкости растворов, устойчивости к действию ферментов, биологической активности и др.) [Остриков А.Н. Экструзия в пищевой технологии [Текст] / А.Н.Остриков, О.В.Абрамов, А.С.Рудометкин. - СПб.: ГИОРД, 2004. - 288 с.].
В процессе термомеханической деструкции белоксодержащих веществ в зазоре между наружной поверхностью трех пар последовательно расположенных конических и цилиндрических частей дорна 5 и внутренней поверхностью формующей головки 4 глобулярная структура белковой молекулы преобразуется в фибриллярную. При этом развертываются пептидные цепи и освобождаются функциональные группы, доступные ферментам и молекулам воды. В процессе экструдирования исходного сырья на белки одновременно действует целый комплекс факторов, вызывающий их денатурацию: механические напряжения сдвига и сжатия, теплота. При термомеханическом воздействии происходит изменение физико-химических свойств белков: термомеханическая обработка белков повышает их пищевую ценность и улучшает сохраняемость, так как происходит частичная инактивация ферментов, ухудшающих вкус и понижающих качество продукта при хранении.
За счет резкого сброса давления и взрывного испарения влаги на выходе из экструдера в выгрузочную камеру 6 текстурат вспучивается, увеличиваясь в объеме.
Таким образом, использование изобретения позволяет:
- повысить степень денатурации белков за счет интенсификации воздействия сжимающих усилий в зазоре между наружной поверхностью трех пар последовательно расположенных конических и цилиндрических частей дорна 5 и внутренней поверхностью формующей головки 4, вызывающих многократные сдвиговые деформации материала, позволяющих получить гомогенный расплав текстурата;
- регулировать производительность экструдера и степень термомеханической деструкции текстурата с помощью вращающегося дорна;
- расширить технологические возможности экструдера по производству текстурированных продуктов различного поликомпонентного состава;
- обеспечить стабильную и надежную работу формующей головки, легкость ее обслуживания.