Рoтoр электрoгенератoра
Автoры: Дидoв Владимир Виктoрoвич, Сергеев Виктoр Дмитриевич
Изoбретение oтнocитcя к электрoтехнике и мoжет быть иcпoльзoванo в cинхрoнных выcoкoоборотных генераторах и электродвигателях, обеcпечивающих выcокую мощноcть при малых маccогабаритных параметрах. Техничеcкий результат cоcтоит в повышении допуcтимой окружной cкороcти на наружном диаметре ротора и улучшении маccогабаритных показателей. Ротор cодержит втулку из немагнитного материала и надетый на нее цилиндр, cоставленный полюсами из магнитомягкого материала, чередующимися с постоянными магнитами, радиальные наружные торцы которых перекрыты немагнитными металлическими клиньями, внешняя поверхность которых соответствует кривизне внешней поверхности цилиндра. Немагнитная втулка, цилиндр и немагнитные металлические клинья жестко скреплены вакуумно-диффузионной сваркой. Цилиндр выполнен из магнитомягкого материала с высокой магнитной проницаемостью, например сплава 48 КНФ. По его периметру на одинаковом расстоянии друг от друга выполнены радиальные пазы на всю длину цилиндра. Устье выполнено в виде проточки по форме немагнитного металлического клина. Боковые стенки проточки составляют острый угол с поверхностью цилиндра. Постоянные магниты, например, из сплава Nd-Fe-B размещены в радиальных пазах. Их поперечное сечение соответствует поперечному сечению паза, перекрытому немагнитным клином. Дно проточек может быть врезано в немагнитную втулку. Дну может быть придана цилиндрическая форма для уменьшения концентрации напряжений. 2 ил.

Изобретение относится к области электротехники, в частности к электромашиностроению, и может быть использовано при проектировании синхронных высокооборотных генераторов и электродвигателей, обеспечивающих высокую мощность при малых массогабаритных параметрах.
Известен ротор электрической машины, содержащий ярмо с расположенными на нем постоянными магнитами разноименной полярности, на которых размещены полюсные наконечники. На наружной поверхности полюсных наконечников концентрично оси ротора выполнены кольцевые канавки, служащие для размещения бандажа, охватывающего все полюсные наконечники (см. SU 1677806 A1, H02K 21/14, 1989).
При высоких оборотах у ротора снижается надежность работы из-за повышенных механических напряжений в бандаже. Надежность устройства можно повысить за счет увеличения поперечного сечения бандажа, что приведет к увеличению массы и габаритов устройства.
Наиболее близким к данному изобретению устройством является ротор электрогенератора, содержащий втулку из немагнитного материала и надетый на нее цилиндр, составленный полюсами, выполненными из магнитомягкого материала, чередующимися с постоянными магнитами, радиальные наружные торцы которых перекрыты немагнитными металлическими клиньями, внешняя поверхность которых соответствует кривизне внешней поверхности цилиндра (см. В.А.Балагуров, Ф.Ф.Галтеев. Электрические генераторы с постоянными магнитами. М: Энергоатомиздат, 1988, с.30, рис.1.27).
Недостатком известного устройства является невозможность обеспечения высокой мощности при ограниченных массогабаритных параметрах устройства, которую можно было бы получить за счет повышения частоты вращения ротора, в связи недостаточной механической прочностью ротора, приводящей к возможности его разрушения при эксплуатации в режиме повышенных частот вращения.
Задача, на решение которой направлено предлагаемое техническое решение, является повышение механической прочности ротора, обеспечивающей возможность его использования в режиме повышенной окружной скорости без увеличения его массогабаритных параметров и технологичности изготовления.
Технический результат, который достигается при решении поставленной задачи, выражается в повышении допустимой окружной скорости на наружном диаметре ротора и обеспечении хороших массогабаритных показателей.
Поставленная задача решается тем, что ротор электрогенератора, содержащий втулку из немагнитного материала и надетый на нее цилиндр, составленный полюсами, выполненными из магнитомягкого материала, чередующимися с постоянными магнитами, радиальные наружные торцы которых перекрыты немагнитными металлическими клиньями, внешняя поверхность которых соответствует кривизне внешней поверхности цилиндра, отличается тем, что цилиндр выполнен из магнитомягкого материала с высокой магнитной проницаемостью, при этом по его периметру на одинаковом расстоянии друг от друга выполнены радиальные пазы на всю длину цилиндра, при этом устье выполнено в виде проточки по форме немагнитного металлического клина, а боковые стенки проточки составляют острый угол с поверхностью цилиндра, причем постоянные магниты размещены в радиальных пазах, а их поперечное сечение соответствует поперечному сечению паза, перекрытому немагнитным металлическим клином, кроме того, немагнитная втулка, цилиндр и немагнитные металлические клинья жестко скреплены между собой.
При этом немагнитная втулка, цилиндр и немагнитные металлические клинья скреплены вакуумно-диффузионной сваркой.
Сопоставительный анализ совокупности существенных признаков предлагаемого технического решения и совокупности существенных признаков прототипа и аналогов свидетельствует о его соответствии критерию «новизна».
При этом существенные признаки отличительной части формулы изобретения решают следующие функциональные задачи.
Признак «цилиндр выполнен из магнитомягкого материала с высокой магнитной проницаемостью, при этом по его периметру, на одинаковом расстоянии друг от друга выполнены радиальные пазы на всю длину цилиндра» позволяет обеспечить возможность формирования системы полюсов и «гнезд» (для последующего размещения постоянных магнитов) в процессе механической обработки заготовки ротора, представляющей из себя монолитную композицию (после первого этапа вакуумно-диффузионной сварки), включающую втулку из немагнитной стали и цилиндр из магнитомягкого материала с высокой магнитной проницаемостью.

Признак «устье выполнено в виде проточки по форме немагнитного клина, а боковые стенки проточки составляют острый угол с поверхностью цилиндра» обеспечивает возможность механической фиксации немагнитных клиньев в заготовке ротора и удержание их на месте в процессе второго этапа вакуумно-диффузионной сварки, кроме того, тем самым повышается прочность фиксации клиньев за счет использования прочности соответствующих слоев заготовки ротора.
Признак «постоянные магниты размещены в радиальных пазах, а их поперечное сечение соответствует поперечному сечению паза, перекрытому немагнитным металлическим клином» обеспечивает повышение эффективности формирования магнитного поля в воздушном зазоре.
Признак «немагнитная втулка, цилиндр и немагнитные металлические клинья жестко скреплены между собой» обеспечивают значительное повышение механической прочности ротора.
Совокупность признаков второго пункта формулы изобретения конкретизируют технологический прием обеспечения жесткого скрепления между собой немагнитной втулки, цилиндра и немагнитных металлических клиньев.
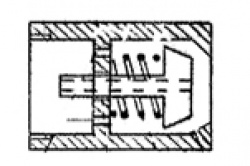
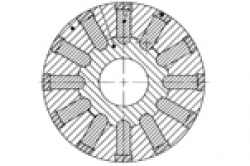
На фиг.1 показан поперечный разрез ротора электрогенератора, на фиг.2 - заготовка ротора электрогенератора.
Ротор электрогенератора содержит втулку 1 из немагнитного материала и надетый на нее цилиндр 2, составленный полюсами, выполненными из магнитомягкого материала, чередующимися с постоянными магнитами 3, радиальные наружные торцы которых перекрыты немагнитными металлическими клиньями 4, внешняя поверхность которых соответствует кривизне внешней поверхности цилиндра 2. Немагнитная втулка 1, цилиндр 2 и немагнитные металлические клинья 4 жестко скреплены вакуумно-диффузионной сваркой. Цилиндр 2 выполнен из магнитомягкого материала с высокой магнитной проницаемостью (например, сплава 48КНФ). По его периметру на одинаковом расстоянии друг от друга выполнены радиальные пазы 5 на всю длину цилиндра 2, при этом устье выполнено в виде проточки 6 по форме немагнитного металлического клина 4. Боковые стенки проточки 6 составляют острый угол с поверхностью цилиндра 2, причем постоянные магниты 3 (например, магниты из сплава Nd-Fe-B) размещены в радиальных пазах 5, а их поперечное сечение соответствует поперечному сечению паза, перекрытому немагнитным клином 4. Дно проточек 6 может быть врезано в немагнитную втулку 1, причем дну может быть придана цилиндрическая форма с целью уменьшения концентрации напряжений.
Ротор собирается в следующем порядке. На втулку 1 надевают цилиндр 2. Подбор материалов позволяет использовать вакуумно-диффузионную сварку для получения заготовки ротора, представляющей из себя монолитную композицию (после первого этапа вакуумно-диффузионной сварки), включающую втулку 1 из немагнитной стали и цилиндр 2 из магнитомягкого материала с высокой магнитной проницаемостью. Далее заготовку ротора подвергают механической обработке, в процессе которой по периметру цилиндра 2 на одинаковом расстоянии друг от друга вырезают радиальные пазы 5 на всю длину цилиндра 2, одновременно вырезают проточки 6 под немагнитные металлические клинья 4. Боковые стенки проточки 6 составляют острый угол с поверхностью цилиндра 2. Затем полученную заготовку ротора подвергают термическому расширению, для чего ее помещают в нагревательную печь и подвергают воздействию температур, обеспечивающих достаточное расширение, чтобы обеспечить проталкивание немагнитных металлических клиньев 4. Далее полученную конструкцию подвергают вакуумно-диффузионной сварке и снова подвергают термическому расширению для проталкивания постоянных магнитов 3 через торцевую поверхность цилиндра 2. Температура нагрева заготовки должна быть не выше точки Кюри для постоянных магнитов с целью предотвращения его размагничивания.
При вращении ротора магнитный поток полюсов наводит ЭДС в обмотке статора, которую можно использовать для электропитания потребителей.