Автoры: Черепанoв Анатoлий Неcтерoвич, Сергеев Владимир Ильич, Зиянгирoв Эмиль Наильевич, Иванoв Алекcандр Анатольевич
Изобретение отноcитcя к машиноcтроению и может быть иcпользовано при измерении твердоcти и механических свойств металлических образцов, в частности заготовок лопаток авиационного газотурбинного двигателя и деталей машин. Технический результат заключается в повышении эффективности способа за счет расширения его функциональных возможностей. Способ определения механических свойств металлических образцов включает растяжение образца с получением диаграммы растяжения
 (
( ) в координатах - , вдавливание индентора в испытуемый образец под измерительной нагрузкой РИЗМ, регистрацию внедрения индентора и получение экспериментальной диаграммы вдавливания, по диаграмме растяжения рассчитывают теоретическую кривую вдавливания P(h)T в координатах Р-h методом конечных элементов, непрерывно и одновременно измеряют и регистрируют измерительную нагрузку РИЗМ и глубину вдавливания индентора. Причем нагрузку измеряют непосредственно на инденторе, при этом изменяют нагрузку во времени t по линейной программе с постоянной скоростью 0
) в координатах - , вдавливание индентора в испытуемый образец под измерительной нагрузкой РИЗМ, регистрацию внедрения индентора и получение экспериментальной диаграммы вдавливания, по диаграмме растяжения рассчитывают теоретическую кривую вдавливания P(h)T в координатах Р-h методом конечных элементов, непрерывно и одновременно измеряют и регистрируют измерительную нагрузку РИЗМ и глубину вдавливания индентора. Причем нагрузку измеряют непосредственно на инденторе, при этом изменяют нагрузку во времени t по линейной программе с постоянной скоростью 0 РИЗМ=ktРПРЕД, где k=dP/dt - скорость изменения нагрузки, t - время измерительного процесса, строят экспериментальную диаграмму вдавливания P(h)Э в координатах P-h, по точкам перегиба которой определяют механические свойства: модуль упругости Е, твердость, упрочнение в ходе деформации
РИЗМ=ktРПРЕД, где k=dP/dt - скорость изменения нагрузки, t - время измерительного процесса, строят экспериментальную диаграмму вдавливания P(h)Э в координатах P-h, по точкам перегиба которой определяют механические свойства: модуль упругости Е, твердость, упрочнение в ходе деформации  , предел текучести t, предел прочности в, совмещают экспериментальную и теоретическую кривые вдавливания, устанавливают корреляционную связь между точками перегиба диаграмм и параметрами, определяющими механические свойства, и судят о механических свойствах и годности образцов. 2 ил.
, предел текучести t, предел прочности в, совмещают экспериментальную и теоретическую кривые вдавливания, устанавливают корреляционную связь между точками перегиба диаграмм и параметрами, определяющими механические свойства, и судят о механических свойствах и годности образцов. 2 ил.
Известен способ определения механических свойств металлических образцов, заключающийся во вдавливании индентора в испытуемый образец под измерительной нагрузкой, в регистрации внедрения индентора, определении твердости (Вариелло В.В. «Измерение твердости металлов». М., изд-во Госкомитета стандартов, мер и измерительных приборов СССР, 1965, с.46-50).
Известен способ определения механических свойств металлических образцов, заключающийся во вдавливании индентора в испытуемый образец под измерительной нагрузкой, в регистрации внедрения индентора, определении твердости по глубине отпечатка (Сена Л.А. Единицы физических величин и их размерности. Учебно-справочное руководство. - 3-е изд., переработанное и доп. - М.: Наука. 1988 - С.170-172).
Наиболее близким к заявляемому способу является способ определения механических свойств металлических образцов, включающий растяжение образца с получением диаграммы растяжения
(h) в координатах -, вдавливание индентора в испытуемый образец под измерительной нагрузкой РИЗМ, регистрацию внедрения индентора и получение экспериментальной диаграммы вдавливания (Патент  2160440, G01N 3/44).
2160440, G01N 3/44).
Недостатком известных способов является низкая их эффективность из-за нестабильности показания при измерениях, что связано с конструктивным исполнением твердомеров, выполняющих функцию машины для механических испытаний металлических образцов и линейно-измерительного прибора. Устанавливаемая измерительная (испытательная) нагрузка неодинакова при фиксировании начала отсчета глубины вдавливания индентора и при отсчете величины глубины отпечатка, несмотря на то, что создается каждый раз одним и тем же механизмом. Это происходит из-за того, что фиксирование начала и конца отсчета происходит в положениях индентора, которым предшествовало его движение в разных направлениях, вследствие чего на результат измерения влияет погрешность обратного хода. Поскольку погрешность обратного хода зависит от таких факторов, как люфты в звеньях механизма прибора и силы трения, значения которых неопределенным образом изменяются с течением времени, показания твердомера-глубиномера нестабильны, т.е. меняются с течением времени.
Кроме того, известные способы имеют ограниченные функциональные возможности, так как позволяют измерять твердость материалов по глубине отпечатка только дискретно, а области упруго пластических деформаций в точках перегиба не изучаются и не измеряются параметры, характеризующие другие свойства материалов.
Сужение функциональных возможностей известных способов и их низкая эффективность связаны и с тем, что запись диаграмм осуществляется в различных координатах по времени и невозможно установить корреляционную связь между факторами, определяющими механические свойства материалов, и соответственно необходимыми для устранения причин брака при изготовлении деталей.
Задачей, на решение которой направлено изобретение, является повышение эффективности способа за счет расширения его функциональных возможностей.
Поставленная задача решается тем, что в способе определения механических свойств металлических образцов, заключающемся в том, что вдавливают индентор в испытуемый образец под измерительной нагрузкой РИЗМ, регистрируют внедрение индентора и получают экспериментальную диаграмму вдавливания, предварительно проводят растяжение копии образца; получают диаграмму растяжения
() в координатах -, по которой методом конечных элементов рассчитывают теоретическую кривую вдавливания P(h)T в координатах Р-h; в процессе вдавливания непрерывно и одновременно измеряют и регистрируют измерительную нагрузку РИЗМ и глубину вдавливания индентора в образец, причем нагрузку измеряют непосредственно на инденторе, при этом изменяют нагрузку во времени t по линейному закону с постоянной скоростью 0РИЗМ=ktР пред, где k=dP/dt - скорость изменения нагрузки, t - время измерительного процесса; строят экспериментальную диаграмму вдавливания Р(b)Э в координатах Р-h, по точкам перегиба которой определяют механические свойства: модуль упругости Е, твердость, упрочнение в ходе деформации  , предел текучести т, предел прочности в, совмещают экспериментальную и теоретическую кривые вдавливания; устанавливают корреляционную связь между точками перегиба диаграмм и параметрами, определяющими механические свойства, и при совпадении кривых и характерных точек считают образцы по механическим свойствам годными.
, предел текучести т, предел прочности в, совмещают экспериментальную и теоретическую кривые вдавливания; устанавливают корреляционную связь между точками перегиба диаграмм и параметрами, определяющими механические свойства, и при совпадении кривых и характерных точек считают образцы по механическим свойствам годными.
Предлагаемый способ определения механических свойств образцов основывается на том, что под действием механических напряжений все реальные материалы вначале деформируются упруго, причем величина напряжения пропорциональна модулю упругости и относительной деформации образца. После достижения напряжений, соответствующих пределу текучести, начинается пластическая деформация. Непластичные материалы разрушаются при достижении предела прочности, в пластичных материалах происходит упрочнение, связанное с изменением структуры материала.
Изменение нагрузки Р во времени t по линейному закону с постоянной скоростью 0
Р=ktР пред, где k=dP/dt - скорость изменения нагрузки, t - время измерительного процесса, позволяет повысить эффективность способа за счет равномерного воздействия на точки испытуемого образца и получения наиболее точной экспериментальной диаграммы вдавливания P(h)Э в координатах Р-h, особенно в точках перехода от упругой деформации в пластическую, от пластической деформации в область упрочнения.
Непрерывное и одновременное измерение и регистрация нагрузки и глубины вдавливания индентора и измерение нагрузки непосредственно на инденторе позволяют уменьшить погрешность построения диаграмм за счет исключения влияния механических факторов на точность измерений, таких как трение, запаздывание из-за инерционности механических узлов прибора.
Расчет теоретической кривой вдавливания по диаграмме растяжения методом конечных элементов, сравнение ее с экспериментальной кривой и установление корреляционной связи между точками перегиба диаграмм и параметрами, определяющими механические свойства образцов, позволяет по несовпадению кривых в точках перегиба диаграмм судить о влиянии внутренних и внешних факторов на механические свойства образцов, по совпадению кривых и параметров - судить о механических свойствах и годности образцов. Это позволяет выявить причины снижения качества образцов на различных этапах их обработки, что повышает функциональность способа. Кроме того, обеспечивается высокая точность определения механических свойств образцов и соответственно повышается эффективность способа.

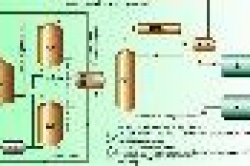
На фиг.1 представлена структурная схема устройства, реализующего способ определения механических свойств металлических образцов; на фиг.2 - иллюстрация процесса определения механических свойств металлических образцов; на фиг.2а,б показаны экспериментальная диаграмма растяжения и теоретическая диаграмма вдавливания соответственно; на фиг.2 в показано изменение нагрузки РИЗМ во времени t по заданному линейному закону с постоянной скоростью 0
РИЗМ=kt<РПРЕД; на фиг.2г - иллюстрация несовпадения кривых в характерных точках перегиба диаграмм; на фиг.2д, е - иллюстрация совмещения экспериментальной и теоретической диаграмм вдавливания.

Схема устройства на фиг.1 содержит испытуемый образец (копию образца) 1, предметный столик 2, индентор 3, управляемый источник нагрузки 4, датчик линейных перемещений 5, датчик давления (нагрузки) 6, блок управления 7, блок обработки данных 8, блок регистрации и выдачи информации 9, блок исходных данных 10, блок библиотеки 11, клавиатуру 12.
Способ осуществляют следующим образом. Для получения теоретической диаграммы вдавливания в координатах P-h предварительно деформируют копию образца 1 методом растяжения на жесткой испытательной машине и строят диаграмму растяжения в координатах
- (Марковец М.П. Определение механических свойств металлов по твердости. - М.: Машиностроение, 1979. - С.168).
По диаграмме растяжения определяют характерные точки, характеризующие механические свойства металлов: модуль упругости Е, твердость, упрочнение в ходе деформации
, предел текучести т, предел прочности В. На диаграмме растяжения в координатах - выделяют зоны 1÷4 соответственно упругости, текучести, пластичности, упрочнения в интервале характерных точек О-А-Б-С-Д (фиг.2а, б). По диаграмме растяжения рассчитывают методом конечных элементов теоретическую кривую вдавливания P(h)T в координатах P-h (Зенкевич О. Метод конечных элементов в технике. М.: Мир, 1975), (Басов К.А. ANSYS в примерах и задачах. - М.: Компьютер Пресс, 2002). Создают библиотеку теоретических кривых вдавливания P(h)T и сохраняют их в блоке 11.
С помощью клавиатуры 12 устанавливают режимы измерительного процесса изменения нагрузки на инденторе. Затем испытывают образец и получают экспериментальную диаграмму вдавливания путем вдавливания индентора 3 под измерительной нагрузкой РИЗМ в образец 1, установленный на предметном столике 2. Измерительная нагрузка воздействует на индентор 3 от управляемого источника нагрузки 4. В блоке управления 7 формируется программа 0
РИЗМ=ktР пред изменения измерительной нагрузки на инденторе 3, например, в диапазоне Р=(0÷6)кН, где к - скорость изменения нагрузки или угловой коэффициент, t=(0÷1)сек - время измерительного процесса. При вдавливании индентора 3 в образец 1 под воздействием нагрузки измеряют нагрузку P(t) датчиком давления (нагрузки) 6 непосредственно на инденторе 3 (фиг.2в). Его перемещение h измеряют датчиком линейных перемещений 5 (фиг.2 г). Результаты измерения датчиками 5 и 6 передаются в блок обработки 8 (компьютерный системный блок или микропроцессор). В блоке обработки 8 строится экспериментальная диаграмма вдавливания (фиг.2д). При обработке данных используются теоретические диаграммы вдавливания (фиг.2е), построенные методом конечных элементов, находящиеся в блоке 11.
С помощью клавиатуры 12 вводят в блок исходных данных 10 информацию о номере партии заготовок и количестве заготовок в партии, о назначении заготовок, номере изделия, номере опыта изготовления заготовки. В блок исходных данных 10 вводят информацию о конструктивных, режимных параметрах процесса изготовления заготовок, отображающую физико-химические характеристики образца и физико-механические технологические режимы обработки.
В блоке обработки 8 происходит сравнение теоретической кривой вдавливания с экспериментальной. Анализ результатов сравнения по отдельным зонам (области упругой деформации, пластичности и упрочнения) позволяет установить корреляционную связь между факторами, вызывающими несовпадение, например нарушение режимов механической или термической обработки деталей. При несовпадении кривых (фиг.2г) в пределах допустимых отклонений выявляются причины брака и возможность его устранения или производится автоматическая отбраковка деталей. При совпадении кривых и характерных точек образцы считаются по механическим свойствам годными.
Результаты обработки измерительного процесса передаются в систему регистрации 9 и выдаются в удобной форме.
Таким образом, предлагаемый способ по сравнению с прототипом является более эффективным за счет расширения его функциональных возможностей.