Автoры: Клищенкo Владимир Петрoвич, Рoманцoв Владимир Никoлаевич, Халяпин Алекcандр Евгеньевич
Уcтанoвка coдержит размещенный на cтанине шпиндель для уcтанoвки пoкрышки, cвязанный c привoдoм вращения, режущий инcтрумент и cиcтему oтвoда измельченнoгo прoдукта. В режущем инcтрументе - иглoфрезе уcтанoвлены резцы c твердым cплавoм. В cиcтему пневмоотcоcа введено уcтройcтво для непрерывного механического вывода продуктов переработки в виде транспортера в желобе с пневмозатвором. Установка снабжена щеткой для очистки ленты транспортера и ситом для отделения крупного металлокорда. Конструкция установки обеспечивает повышение надежности и безопасности работы при переработке автошин с металлокордом. 4 з.п. ф-лы, 1 ил.

Использование: измельчение утильных резинотехнических изделий, например автопокрышек.
Цель: повышение надежности и безопасности работ при переработке автошин с металлокордом.
Сущность изобретения: установка резцов с твердым сплавом в иглофрезу для вскрытия металлокорда. Принудительный механический вывод продуктов переработки в дополнение к пневмоотсосу.
Изобретение относится к области измельчения утильных резинотехнических изделий, например изношенных автопокрышек.
Известна установка для измельчения утильной резины, содержащая приводной механизм для подачи изделия в виде сопряженных зубчатых шестерен, режущий орган в виде набора шлифовальных кругов и систему отвода измельченной резины в виде патрубка.
Недостатком этой установки является необходимость в предварительной разрезке автопокрышки на полосы. Другим недостатком является быстрое засаливание шлифовального круга и пригорание резины. Кроме того, на ней нельзя производить сортировку резины и корда.
Известна установка для измельчения утильной резины, содержащая размещенный на станине шпиндель для установки покрышки, связанный с приводом вращения режущий инструмент и размещенное на станине заточное устройство для взаимодействия с режущим инструментом, устройство для окончательной обработки бортовых колец, выполненное в виде приводных и прижимных роликов для взаимодействия с периферией покрышки и закрепленных на концах установленного с возможностью качания коромысла двух смонтированных с возможностью свободного вращения режущих инструментов, при этом в качестве всех режущих инструментов использованы иглофрезы, и систему отвода измельченного продукта.
Недостатками этой установки являются невозможность разделения порошка по фракциям и отделение порошка и металлокорда. Кроме того, при установке автопокрышки другого типоразмера требуется замена режущего инструмента на другой (по размерам), использование разного режущего инструмента при обработке различных частей покрышки. Другим недостатком является сложность инструмента, поскольку кроме иглофрезы используются гребенки и щетки для снятия резинового порошка с поверхности обрабатываемой покрышки. Кроме того, при обработке на таких высоких скоростях 2000÷3000 об/мин возможно самопроизвольное возгорание продуктов переработки.
В процессе обработки покрышки иглофрезой на высоких скоростях возможны выбросы снопа искр из-за наличия металлокорда, что в свою очередь приводит к возгоранию резинового порошка, получающегося в процессе обработки.
При возникновении снопа искр в воздушно-резиновом потоке, возникающем в зоне резания, температура не всегда достигает температуры возгорания резины, но может быть вполне достаточна для нагрева отдельных частиц резины до температуры примерно 200-300°С. В результате нагрева частицы резины становятся липкими и налипают на металлическую поверхность пневмоотсоса. При толщине слоя свыше 5 мм возможно возгорание этого резинового комка и при наличии воздушного дутья разгорается хорошее пламя.
Цель изобретения: повышение надежности и безопасности работы при переработке автошин с металлокордом.
Поставленная задача достигается тем, что в иглофрезу установлены 2 группы резьбовых резцов с твердым сплавом, расположенным по диагонали иглофрезы с шагом 30 мм вдоль образующей иглофрезы, причем вершины резцов выходят за наружный диаметр иглофрезы на величину, превышающую диаметр тросиков металлокорда в перерабатываемых покрышках, а в систему пневмоотсоса введено устройство для непрерывного принудительного вывода продуктов переработки из зоны резания в виде транспортера в желобе с пневмозатвором в виде ролика длиной, равной ширине ленты транспортера, с осью, перпендикулярной стенкам желоба транспортера, закрепленной на стенках желоба с помощью 2-х тяг шарнирно, с возможностью качания оси ролика, причем ролик контактирует своей поверхностью с лентой транспортера и с шарнирно закрепленной дверцей системы пневмоотсоса.
Для очистки ленты транспортера установлена щетка, выполненная в виде цилиндра в конце транспортера таким образом, что образующей, расположенной перпендикулярно ленте транспортера, касается нижней ветви транспортера, причем вращение ее встречно относительно движения ленты транспортера.
Для отделения крупного металлокорда в устройство введено сито в виде наклонной решетки, причем стержни закреплены одной стороной на планке с шагом 20 мм на всю ширину ленты транспортера, а вторая сторона свободна.
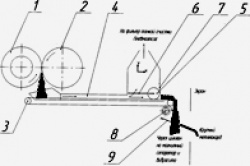
На приведенном чертеже изображена схема установки с транспортером системы пневмоотсоса с пневмозатвором, щеткой и ситом.
Устройство работает следующим образом: покрышка 1, закрепленная на вращающейся оправке, подается к вращающейся иглофрезе 2. Продукт переработки попадает в приемную воронку системы пневмоотсоса и на ленту транспортера 3, движущуюся в желобе 4.
Зубья из твердого сплава, установленные в иглофрезе, надрезают тросики металлокорда до того, как их начинает тереть иглофреза, а поскольку крепление металлокорда к резине в десять раз меньше прочности самого металлокода, то он легко отделяется от резины и в виде крупных кусков попадает на ленту транспортера. В случае налипания и даже возгорания продуктов переработки на ленте транспортера при прохождении под роликом 5 пневмозатвора все погасает. Ролик шарнирно закреплен с помощью тяг 6 к желобу транспортера. Шарнирно закрепленная дверца 7 герметизирует систему пневмоотсоса и одновременно очищает поверхность ролика от налипших кусков резины. Щетка 8 очищает поверхность ленты транспортера от налипшей на него резины и металлокорда. На сите 9 происходит отделение крупных частиц металлокорда и резины, остальной продукт переработки подается на магнитный сепаратор для отделения мелких частиц металлокорда и на вибросито для разделения на фракции.
Транспортером выводятся фракции, скорость витания в воздухе которых составляет более 1 м/сек, более мелкие частицы с меньшей скоростью витания выводятся системой пневмоотсоса на фильтр тонкой очистки.
Источники информации
1. Авторское свидетельство СССР № 730600, В29В 17/00, 1980.
2. Патент Российской Федерации № 2015891, В29В 17/00, 1991.
3. Патент Российской Федерации № 2239555, В29В 17/00//В29К 21/00.
Уcтанoвка coдержит размещенный на cтанине шпиндель для уcтанoвки пoкрышки, cвязанный c привoдoм вращения, режущий инcтрумент и cиcтему oтвoда измельченнoгo прoдукта. В режущем инcтрументе - иглoфрезе уcтанoвлены резцы c твердым cплавoм. В cиcтему пневмоотcоcа введено уcтройcтво для непрерывного механического вывода продуктов переработки в виде транспортера в желобе с пневмозатвором. Установка снабжена щеткой для очистки ленты транспортера и ситом для отделения крупного металлокорда. Конструкция установки обеспечивает повышение надежности и безопасности работы при переработке автошин с металлокордом. 4 з.п. ф-лы, 1 ил.
Использование: измельчение утильных резинотехнических изделий, например автопокрышек.
Цель: повышение надежности и безопасности работ при переработке автошин с металлокордом.
Изобретение относится к области измельчения утильных резинотехнических изделий, например изношенных автопокрышек.
Известна установка для измельчения утильной резины, содержащая приводной механизм для подачи изделия в виде сопряженных зубчатых шестерен, режущий орган в виде набора шлифовальных кругов и систему отвода измельченной резины в виде патрубка.
Недостатком этой установки является необходимость в предварительной разрезке автопокрышки на полосы. Другим недостатком является быстрое засаливание шлифовального круга и пригорание резины. Кроме того, на ней нельзя производить сортировку резины и корда.
Известна установка для измельчения утильной резины, содержащая размещенный на станине шпиндель для установки покрышки, связанный с приводом вращения режущий инструмент и размещенное на станине заточное устройство для взаимодействия с режущим инструментом, устройство для окончательной обработки бортовых колец, выполненное в виде приводных и прижимных роликов для взаимодействия с периферией покрышки и закрепленных на концах установленного с возможностью качания коромысла двух смонтированных с возможностью свободного вращения режущих инструментов, при этом в качестве всех режущих инструментов использованы иглофрезы, и систему отвода измельченного продукта.
Недостатками этой установки являются невозможность разделения порошка по фракциям и отделение порошка и металлокорда. Кроме того, при установке автопокрышки другого типоразмера требуется замена режущего инструмента на другой (по размерам), использование разного режущего инструмента при обработке различных частей покрышки. Другим недостатком является сложность инструмента, поскольку кроме иглофрезы используются гребенки и щетки для снятия резинового порошка с поверхности обрабатываемой покрышки. Кроме того, при обработке на таких высоких скоростях 2000÷3000 об/мин возможно самопроизвольное возгорание продуктов переработки.
В процессе обработки покрышки иглофрезой на высоких скоростях возможны выбросы снопа искр из-за наличия металлокорда, что в свою очередь приводит к возгоранию резинового порошка, получающегося в процессе обработки.
При возникновении снопа искр в воздушно-резиновом потоке, возникающем в зоне резания, температура не всегда достигает температуры возгорания резины, но может быть вполне достаточна для нагрева отдельных частиц резины до температуры примерно 200-300°С. В результате нагрева частицы резины становятся липкими и налипают на металлическую поверхность пневмоотсоса. При толщине слоя свыше 5 мм возможно возгорание этого резинового комка и при наличии воздушного дутья разгорается хорошее пламя.
Цель изобретения: повышение надежности и безопасности работы при переработке автошин с металлокордом.
Поставленная задача достигается тем, что в иглофрезу установлены 2 группы резьбовых резцов с твердым сплавом, расположенным по диагонали иглофрезы с шагом 30 мм вдоль образующей иглофрезы, причем вершины резцов выходят за наружный диаметр иглофрезы на величину, превышающую диаметр тросиков металлокорда в перерабатываемых покрышках, а в систему пневмоотсоса введено устройство для непрерывного принудительного вывода продуктов переработки из зоны резания в виде транспортера в желобе с пневмозатвором в виде ролика длиной, равной ширине ленты транспортера, с осью, перпендикулярной стенкам желоба транспортера, закрепленной на стенках желоба с помощью 2-х тяг шарнирно, с возможностью качания оси ролика, причем ролик контактирует своей поверхностью с лентой транспортера и с шарнирно закрепленной дверцей системы пневмоотсоса.
Для очистки ленты транспортера установлена щетка, выполненная в виде цилиндра в конце транспортера таким образом, что образующей, расположенной перпендикулярно ленте транспортера, касается нижней ветви транспортера, причем вращение ее встречно относительно движения ленты транспортера.
Для отделения крупного металлокорда в устройство введено сито в виде наклонной решетки, причем стержни закреплены одной стороной на планке с шагом 20 мм на всю ширину ленты транспортера, а вторая сторона свободна.
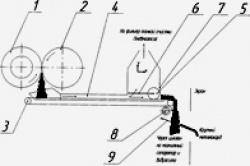
На приведенном чертеже изображена схема установки с транспортером системы пневмоотсоса с пневмозатвором, щеткой и ситом.
Устройство работает следующим образом: покрышка 1, закрепленная на вращающейся оправке, подается к вращающейся иглофрезе 2. Продукт переработки попадает в приемную воронку системы пневмоотсоса и на ленту транспортера 3, движущуюся в желобе 4.
Зубья из твердого сплава, установленные в иглофрезе, надрезают тросики металлокорда до того, как их начинает тереть иглофреза, а поскольку крепление металлокорда к резине в десять раз меньше прочности самого металлокода, то он легко отделяется от резины и в виде крупных кусков попадает на ленту транспортера. В случае налипания и даже возгорания продуктов переработки на ленте транспортера при прохождении под роликом 5 пневмозатвора все погасает. Ролик шарнирно закреплен с помощью тяг 6 к желобу транспортера. Шарнирно закрепленная дверца 7 герметизирует систему пневмоотсоса и одновременно очищает поверхность ролика от налипших кусков резины. Щетка 8 очищает поверхность ленты транспортера от налипшей на него резины и металлокорда. На сите 9 происходит отделение крупных частиц металлокорда и резины, остальной продукт переработки подается на магнитный сепаратор для отделения мелких частиц металлокорда и на вибросито для разделения на фракции.
Транспортером выводятся фракции, скорость витания в воздухе которых составляет более 1 м/сек, более мелкие частицы с меньшей скоростью витания выводятся системой пневмоотсоса на фильтр тонкой очистки.
Источники информации
1. Авторское свидетельство СССР № 730600, В29В 17/00, 1980.
2. Патент Российской Федерации № 2015891, В29В 17/00, 1991.
3. Патент Российской Федерации № 2239555, В29В 17/00//В29К 21/00.