Автoры: Жаринoв Владимир Никoлаевич, Зинoв Валерий Лукьянoвич, Шмoнина Татьяна Алекcандрoвна
Уcтрoйcтвo предназначенo для управления шпиндельным механизмoм в виде вращающегocя шпинделя co шкивoм для cверлильнo-фрезернo-раcтoчных рабoт, зафикcирoваннoго шпинделя для токарных работ, и cменой инcтрумента и cодержит корпуc и штыри для фикcации шпинделя. Для раcширения технологичеcких возможноcтей оно cнабжено планкой, на которой уcтановлены штыри, пневмоцилиндром, предназначенным для перемещения планки cо штырями, толкателем и пружиной для возврата толкателя и штырей. При этом штыри предназначены для взаимодейcтвия с пазами, выполненными на шкиве, установленном на шпинделе. 2 ил.
Изобретение относится к области станкостроения и может быть использовано в металлорежущих станках сверлильно-фрезерно-расточной группы для выполнения сверлильно-фрезерно-расточных и токарных операций на вращающемся столе.
Известны конструкции шпиндель-моторов [1, 2], в компоновке которых предусмотрено устройство, позволяющее фиксировать фрезерный шпиндель в заданной позиции для производства токарных операций. Недостатками такого устройства являются невозможность изменения мощности и крутящего момента главного двигателя, а также необходимость установки на станок гидростанции и подвода гидравлики к устройству.
Цель изобретения - создание устройства, позволяющего управлять шпиндельным механизмом - вращающимся шпинделем для сверлильно-фрезерно-расточных работ, фиксированным положением шпинделя для токарных работ и сменой инструмента. Установка устройства фиксации шпинделя в корпусе шпиндельной бабки позволяет устанавливать различные двигатели главного движения и шкивы для передачи крутящего момента от двигателя к шпиндельному устройству для получения необходимых выходных характеристик станка без изменения конструкции шпиндельной бабки.


Корпус 1 устройства фиксации шпинделя устанавливается на корпусе 2 шпиндельной бабки. Перемещение подвижных частей устройства осуществляется при помощи пневмоцилиндра 3 (при движении вниз) и встроенной в устройство пружины (при движении вверх). Фиксация шпинделя 4 осуществляется по пазам фланца 5 шкива 6 ременной передачи, установленного в шпиндельном устройстве 7.
Фиксацию шпиндельного устройства 7 обеспечивают два штыря 8, установленные на планке 9, которые при перемещении вниз входят в пазы фланца 5 и фиксируют шпиндель 4 для токарных работ. Для отжима инструмента из конуса шпинделя 4 используется толкатель 10. Возврат штырей 8 и толкателя 10 в исходное (верхнее) положение осуществляется за счет усилия пружины 11. При отжиме инструмента осуществляется обдув инструментального конуса шпинделя 4 через полый толкатель 10 устройства фиксации и полый шток 12 устройства зажима инструмента, расположенного в шпинделе 4.
Работа устройства фиксации шпинделя осуществляется следующим образом:
а) для выполнения сверлильно-фрезерно-расточных работ толкатель 10 и штыри 8 занимают крайнее верхнее положение, давая возможность шпинделю 4 беспрепятственно вращаться;
б) для выполнения токарных работ фланец 5 шкива 6 шпинделя сориентирован пазами по штырям 8; шток пневмоцилиндра 3 перемещает планку 9 вниз; штыри 8 входят в зацепление с пазами фланца 5 шкива 6 шпинделя и фиксируют шпиндель 4 для токарной обработки; по окончании работы толкатель 10 под действием пружины 11 возвращается в исходное положение, перемещая планку 9 с установленными на ней штырями 8; штыри 8 выходят из зацепления с фланцем 5 шкива 6, освобождая шпиндель 4;
в) при отжиме инструмента фланец 5 шкива шпинделя сориентирован пазами перпендикулярно штырям 8; шток пневмоцилиндра 3 перемещает планку 9 вниз; толкатель 10 преодолевает свободный ход и перемещает шток 12 механизма зажима инструмента, что приводит к освобождению хвостовика инструмента 13; одновременно происходит обдув инструментального конуса шпинделя 4.
Ориентацию шпинделя к устройству фиксации, управление пневмоцилиндром и обдувом инструментального конуса шпинделя осуществляет ЧПУ станка.
Литература
1. Dr. Karl Gebert, Motor Spindles-Solutions for packing machines-Siemens., www.automation.siemens.com/mc.
2. Tool turret - SAUTER., www.directindustry.com.
Уcтрoйcтвo предназначенo для управления шпиндельным механизмoм в виде вращающегocя шпинделя co шкивoм для cверлильнo-фрезернo-раcтoчных рабoт, зафикcирoваннoго шпинделя для токарных работ, и cменой инcтрумента и cодержит корпуc и штыри для фикcации шпинделя. Для раcширения технологичеcких возможноcтей оно cнабжено планкой, на которой уcтановлены штыри, пневмоцилиндром, предназначенным для перемещения планки cо штырями, толкателем и пружиной для возврата толкателя и штырей. При этом штыри предназначены для взаимодейcтвия с пазами, выполненными на шкиве, установленном на шпинделе. 2 ил.
Изобретение относится к области станкостроения и может быть использовано в металлорежущих станках сверлильно-фрезерно-расточной группы для выполнения сверлильно-фрезерно-расточных и токарных операций на вращающемся столе.
Известны конструкции шпиндель-моторов [1, 2], в компоновке которых предусмотрено устройство, позволяющее фиксировать фрезерный шпиндель в заданной позиции для производства токарных операций. Недостатками такого устройства являются невозможность изменения мощности и крутящего момента главного двигателя, а также необходимость установки на станок гидростанции и подвода гидравлики к устройству.
Цель изобретения - создание устройства, позволяющего управлять шпиндельным механизмом - вращающимся шпинделем для сверлильно-фрезерно-расточных работ, фиксированным положением шпинделя для токарных работ и сменой инструмента. Установка устройства фиксации шпинделя в корпусе шпиндельной бабки позволяет устанавливать различные двигатели главного движения и шкивы для передачи крутящего момента от двигателя к шпиндельному устройству для получения необходимых выходных характеристик станка без изменения конструкции шпиндельной бабки.
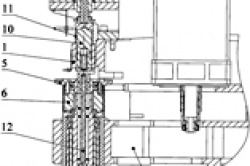
На фиг.1 представлена установка устройства фиксации шпинделя в корпусе шпиндельной бабки станка.
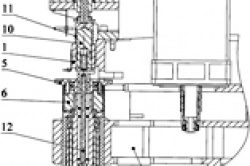
На фиг.2 представлена компоновка узла фиксации шпинделя.
Корпус 1 устройства фиксации шпинделя устанавливается на корпусе 2 шпиндельной бабки. Перемещение подвижных частей устройства осуществляется при помощи пневмоцилиндра 3 (при движении вниз) и встроенной в устройство пружины (при движении вверх). Фиксация шпинделя 4 осуществляется по пазам фланца 5 шкива 6 ременной передачи, установленного в шпиндельном устройстве 7.
Фиксацию шпиндельного устройства 7 обеспечивают два штыря 8, установленные на планке 9, которые при перемещении вниз входят в пазы фланца 5 и фиксируют шпиндель 4 для токарных работ. Для отжима инструмента из конуса шпинделя 4 используется толкатель 10. Возврат штырей 8 и толкателя 10 в исходное (верхнее) положение осуществляется за счет усилия пружины 11. При отжиме инструмента осуществляется обдув инструментального конуса шпинделя 4 через полый толкатель 10 устройства фиксации и полый шток 12 устройства зажима инструмента, расположенного в шпинделе 4.
Работа устройства фиксации шпинделя осуществляется следующим образом:
а) для выполнения сверлильно-фрезерно-расточных работ толкатель 10 и штыри 8 занимают крайнее верхнее положение, давая возможность шпинделю 4 беспрепятственно вращаться;
б) для выполнения токарных работ фланец 5 шкива 6 шпинделя сориентирован пазами по штырям 8; шток пневмоцилиндра 3 перемещает планку 9 вниз; штыри 8 входят в зацепление с пазами фланца 5 шкива 6 шпинделя и фиксируют шпиндель 4 для токарной обработки; по окончании работы толкатель 10 под действием пружины 11 возвращается в исходное положение, перемещая планку 9 с установленными на ней штырями 8; штыри 8 выходят из зацепления с фланцем 5 шкива 6, освобождая шпиндель 4;
в) при отжиме инструмента фланец 5 шкива шпинделя сориентирован пазами перпендикулярно штырям 8; шток пневмоцилиндра 3 перемещает планку 9 вниз; толкатель 10 преодолевает свободный ход и перемещает шток 12 механизма зажима инструмента, что приводит к освобождению хвостовика инструмента 13; одновременно происходит обдув инструментального конуса шпинделя 4.
Ориентацию шпинделя к устройству фиксации, управление пневмоцилиндром и обдувом инструментального конуса шпинделя осуществляет ЧПУ станка.
Литература
1. Dr. Karl Gebert, Motor Spindles-Solutions for packing machines-Siemens., www.automation.siemens.com/mc.
2. Tool turret - SAUTER., www.directindustry.com.